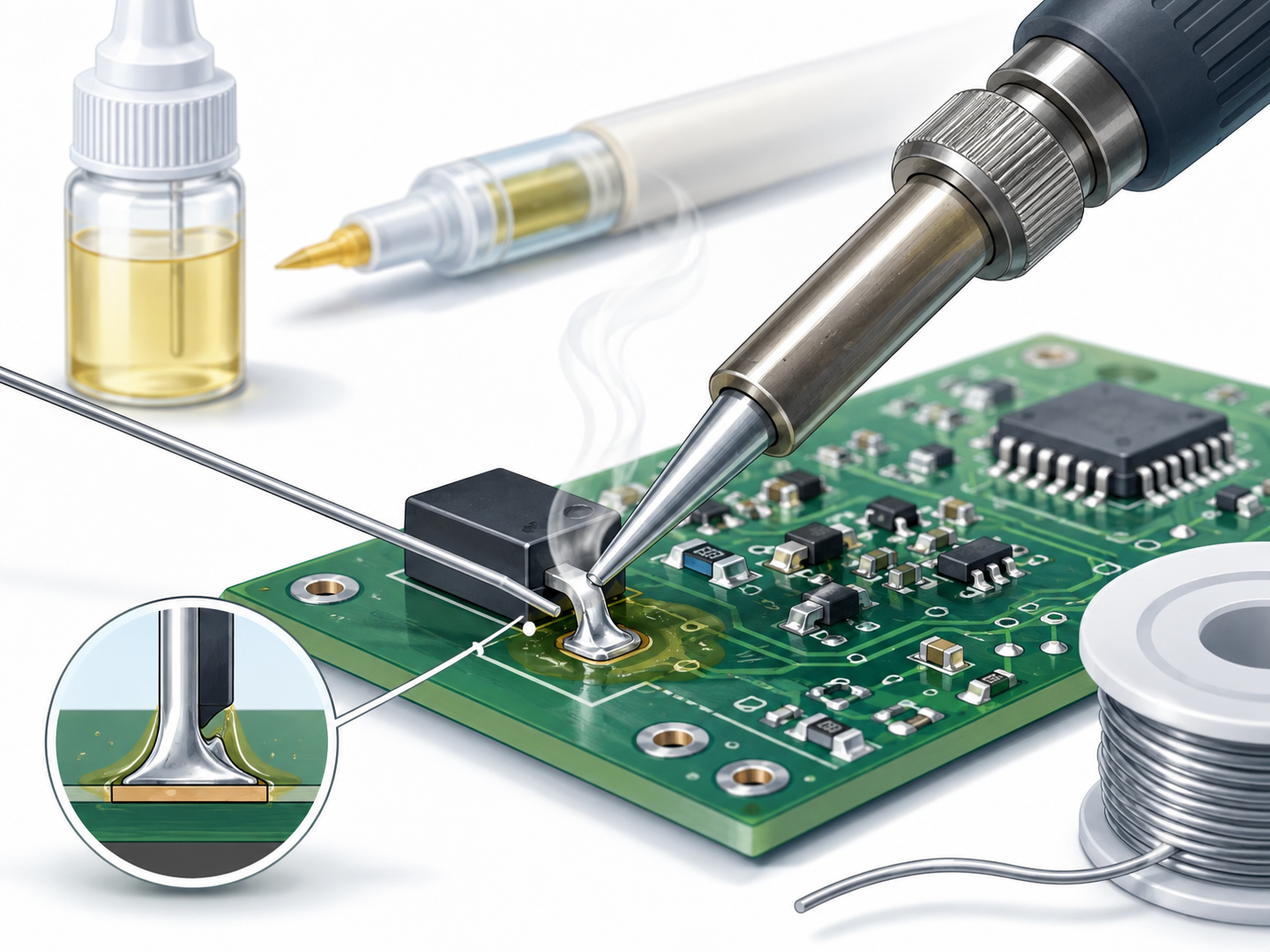
Flux soldering is the process of using soldering flux during soldering to clean metal surfaces, remove oxides, improve wetting, and help molten solder form a stable electrical and mechanical connection. In electronics, flux is not a small accessory. It directly affects solder joint appearance, conductivity, reliability, residue cleanliness, and long-term PCB performance.
For circuit boards, wire harnesses, connectors, sensors, power modules, and electronic assemblies, the right flux and solder combination can reduce cold joints, solder bridges, poor wetting, corrosion risk, and rework cost. A good solder joint is not made by heat alone. It needs clean metal, proper solder alloy, suitable flux activity, controlled temperature, correct dwell time, and reliable inspection.
What Is Flux Soldering?
Flux soldering means soldering with the help of flux, a chemical material that prepares copper pads, component leads, wires, terminals, or plated surfaces before molten solder bonds to them. The basic definition of soldering is the joining of metal surfaces by melting a filler metal called solder, while the base metals themselves do not melt.
In electronics, the solder usually melts at a lower temperature than copper, nickel, tin plating, or component terminals. Flux works during heating. It removes thin oxide layers, protects the hot metal from fresh oxidation, and helps solder spread instead of balling up. This spreading behavior is called wetting.
Without flux, solder may sit on the pad like a bead of water on wax. With the right flux, solder flows across the pad, climbs the component lead, and forms a smooth fillet. This is why flux for electrical soldering is essential in PCB assembly, hand soldering, wave soldering, selective soldering, rework, and repair.
Why Is Flux Important for Electrical Soldering?
The purpose of flux for soldering is simple but critical: it helps solder bond to metal. Copper, tin, nickel, silver, and other solderable finishes react with oxygen in the air. Even when a pad looks clean, a very thin oxide film may already be present. During soldering, heat makes oxidation faster.
Flux supports electrical soldering in several important ways:
- It removes oxide from PCB pads, component leads, wires, and terminals.
- It helps molten solder spread evenly across the metal surface.
- It reduces the risk of poor wetting, cold joints, and weak connections.
- It protects the hot soldering area from fresh oxidation during heating.
- It improves solder joint consistency in hand soldering and mass production.
- It helps reduce rework cost when the process is properly controlled.
For production engineers, flux selection also affects process yield. A flux that is too weak may cause non-wetting or insufficient hole fill. A flux that is too aggressive may leave residues that require cleaning. A flux used in excess may create ionic contamination, coating adhesion issues, or leakage risk in humid environments.
How Does Flux Soldering Work?
Flux soldering works through heat-activated chemistry. At room temperature, many fluxes are relatively stable. As the soldering iron, reflow oven, selective soldering nozzle, or wave solder pot heats the joint area, the flux activates and begins to remove oxide from the metal surface.
A typical flux soldering process works like this:
- The PCB pad, wire, terminal, or component lead is heated.
- Flux becomes active as the temperature rises.
- The activated flux removes oxide and surface contamination.
- Molten solder reaches the cleaned metal surface.
- Solder wets the pad and component lead.
- A metallic bond forms between solder and the solderable surface.
- The joint cools and solidifies into a stable connection.
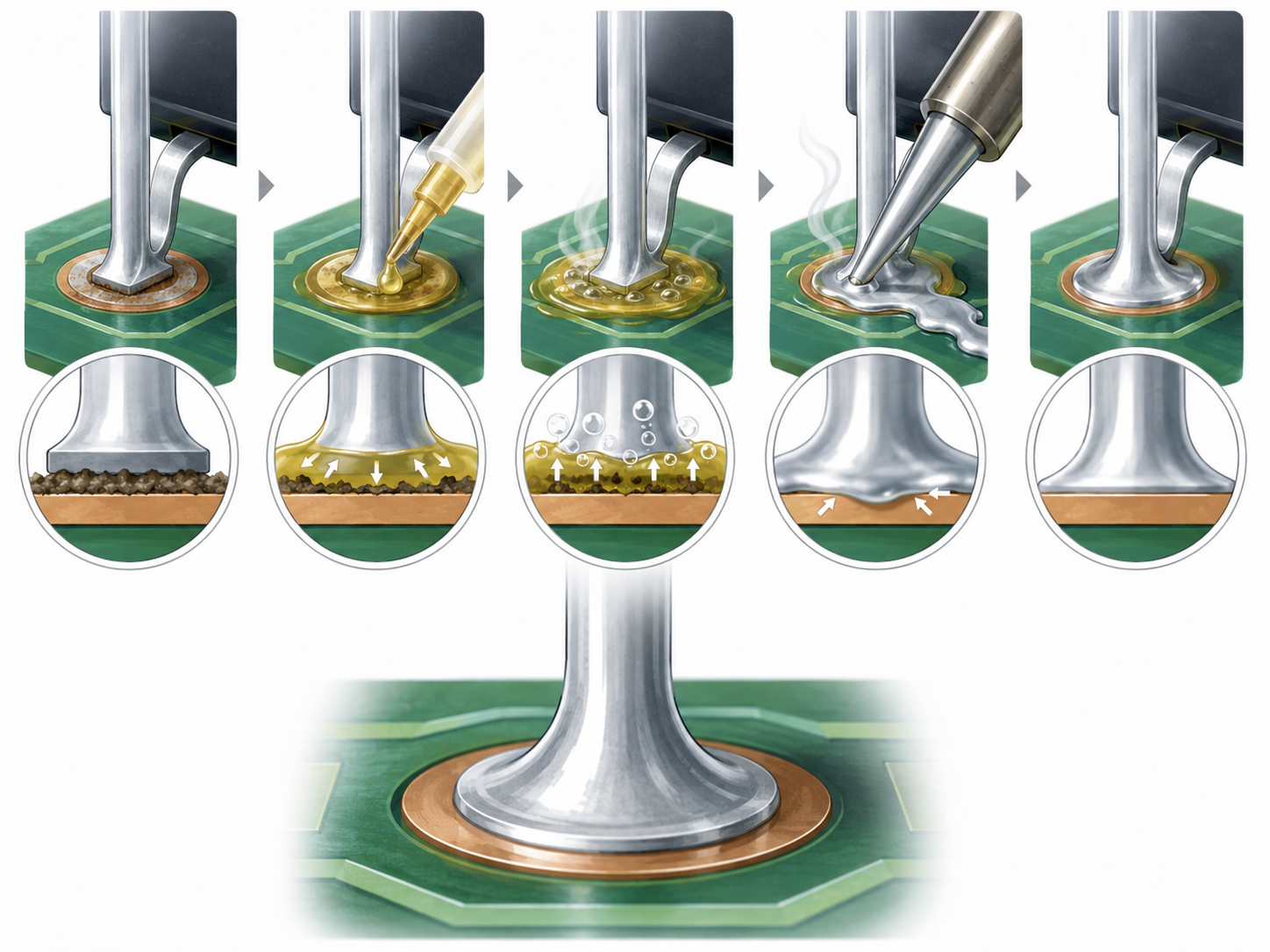
The key point is that flux does not replace proper heat. It supports proper heat transfer and wetting. Too little heat leaves the joint dull, grainy, or poorly bonded. Too much heat can burn flux, lift pads, damage components, or create excessive intermetallic growth. Good flux soldering is a balance between chemistry, temperature, time, surface finish, and solder alloy.
What Is Solder Made Of?
Solder is a metal alloy used to join conductive surfaces. In electronics, solder is commonly made of tin-based alloys because tin wets copper and many plated finishes well. Traditional leaded solder often used tin and lead, such as Sn63/Pb37. Modern lead-free solder often uses tin, silver, and copper, such as SAC305.
Common solder materials include:
- Tin: the main base metal in many electronic solders.
- Lead: used in traditional tin-lead solder where permitted.
- Silver: improves mechanical strength and thermal fatigue resistance in some lead-free alloys.
- Copper: helps control copper dissolution and supports lead-free solder performance.
- Bismuth: often used in low-temperature solder.
- Antimony: sometimes used in higher-temperature solder alloys.
- Indium: used in some special low-temperature or high-reliability applications.
| Solder Type | Typical Composition | Common Use | Key Point |
|---|---|---|---|
| Sn63/Pb37 | 63% tin, 37% lead | Legacy electronics, repair where permitted | Eutectic alloy with sharp melting behavior |
| SAC305 | Tin, 3% silver, 0.5% copper | Lead-free PCB assembly | Widely used in SMT and reflow soldering |
| Sn99.3/Cu0.7 | Tin-copper | Wave soldering, cost-sensitive lead-free assembly | Lower cost than silver-bearing alloys |
| Sn42/Bi58 | Tin-bismuth | Low-temperature soldering | Useful for heat-sensitive parts |
| High-temperature solder | Tin-antimony, gold-tin, or special alloys | Power, hybrid, ceramic, and staged assembly | Selected for higher service or process temperatures |
A common buyer question is: what is high heat solder called in electrical applications? In electronics, people may call it high-temperature solder, high-melting-point solder, or high-temp solder. The exact alloy depends on the process. For example, gold-tin may be used in some high-reliability or hermetic applications, while tin-antimony may appear in certain power or thermal applications.
What Materials Are Commonly Used in Solder and Flux?
Solder and flux are different materials, but they work together. Solder provides the metal connection. Flux provides the chemical cleaning and wetting support.
Common solder materials include:
- Tin-based alloys for most PCB assembly work.
- Tin-lead alloys for legacy or exempted applications.
- Tin-silver-copper alloys for lead-free SMT assembly.
- Tin-copper alloys for some wave soldering processes.
- Tin-bismuth alloys for low-temperature soldering.
- Special high-temperature alloys for power, ceramic, hybrid, or staged soldering.
Common flux materials may include:
- Rosin or resin.
- Organic acid activators.
- Solvents.
- Thixotropic agents.
- Wetting promoters.
- Stabilizers and other process additives.
In PCB assembly, flux chemistry should be matched with the soldering method, surface finish, component type, cleaning capability, and reliability class. A product used in consumer lighting does not always need the same flux system as a medical control board, aerospace module, industrial sensor, or automotive electronic assembly.
What Are the Main Types of Soldering Techniques Used in Electronics?
The main types of soldering techniques used in electronics include hand soldering, reflow soldering, wave soldering, selective soldering, drag soldering, hot air rework, laser soldering, and robotic soldering. Each process uses flux differently.
| Technique | Typical Application | Flux Use | Engineering Note |
|---|---|---|---|
| Hand soldering | Repair, prototyping, wires, connectors | Flux-cored wire, liquid flux, rosin flux paste | Operator skill strongly affects quality |
| Reflow soldering | SMT components | Flux inside solder paste | Profile control is critical |
| Wave soldering | Through-hole assembly | Spray or foam flux before wave | Flux coverage and preheat matter |
| Selective soldering | Local through-hole soldering | Targeted flux application | Good for mixed SMT/THT boards |
| Hot air rework | IC replacement, SMD repair | Gel flux or tacky flux | Avoid overheating nearby parts |
| Drag soldering | Fine-pitch IC leads | Liquid or gel flux | Flux helps prevent bridging |
| Robotic soldering | Repeatable joints | Wire core plus extra flux if needed | Tip condition and feed rate matter |
For small-batch PCB prototype assembly, hand soldering and reflow are common. For medium and high-volume production, reflow plus wave or selective soldering is often used. For dense PCBA with BGA, QFN, and fine-pitch connectors, flux residue, voiding, wetting, and thermal profiling become more important.
What Are the Main Solder Types and Flux Types?
Solder types are usually grouped by alloy and form. Flux types are usually grouped by chemistry, activity level, and residue behavior.
Common solder forms include:
- Solder wire for hand soldering and repair.
- Solder paste for SMT reflow assembly.
- Solder bar for wave soldering pots.
- Solder preforms for controlled solder volume.
- Solder balls for BGA and advanced package assembly.
- Solder rings for selected terminal or connector applications.
Common flux types include:
| Flux Type | Typical Use | Advantage | Limitation |
|---|---|---|---|
| Rosin flux | Hand soldering, repair, electronics | Stable, familiar, good wetting | May require cleaning depending on type |
| RMA flux | General electronics | Mild activation with good process window | Residues must be assessed |
| No-clean flux | SMT, selective soldering, many production boards | Lower cleaning cost | Overuse can still cause residue issues |
| Water-soluble flux | High-activity soldering | Strong cleaning action | Must be cleaned thoroughly |
| Tacky gel flux | Rework, BGA, QFN, fine-pitch ICs | Stays in place | Residue management needed |
| Liquid flux | Wave soldering, selective soldering, hand application | Easy coverage | Application control is important |
For most electronic circuit boards, acid-core plumbing flux should not be used. It can leave corrosive residues and damage copper, pads, component leads, and insulation resistance over time. Electronics requires flux designed for electrical soldering, not pipe joining.
Does Solder Conduct Electricity?
Yes, solder conducts electricity. That is one reason it is used in electronics. However, solder is not as conductive as copper. The PCB trace, pad, via barrel, and component termination provide the main conductive structure, while solder forms the joining bridge.
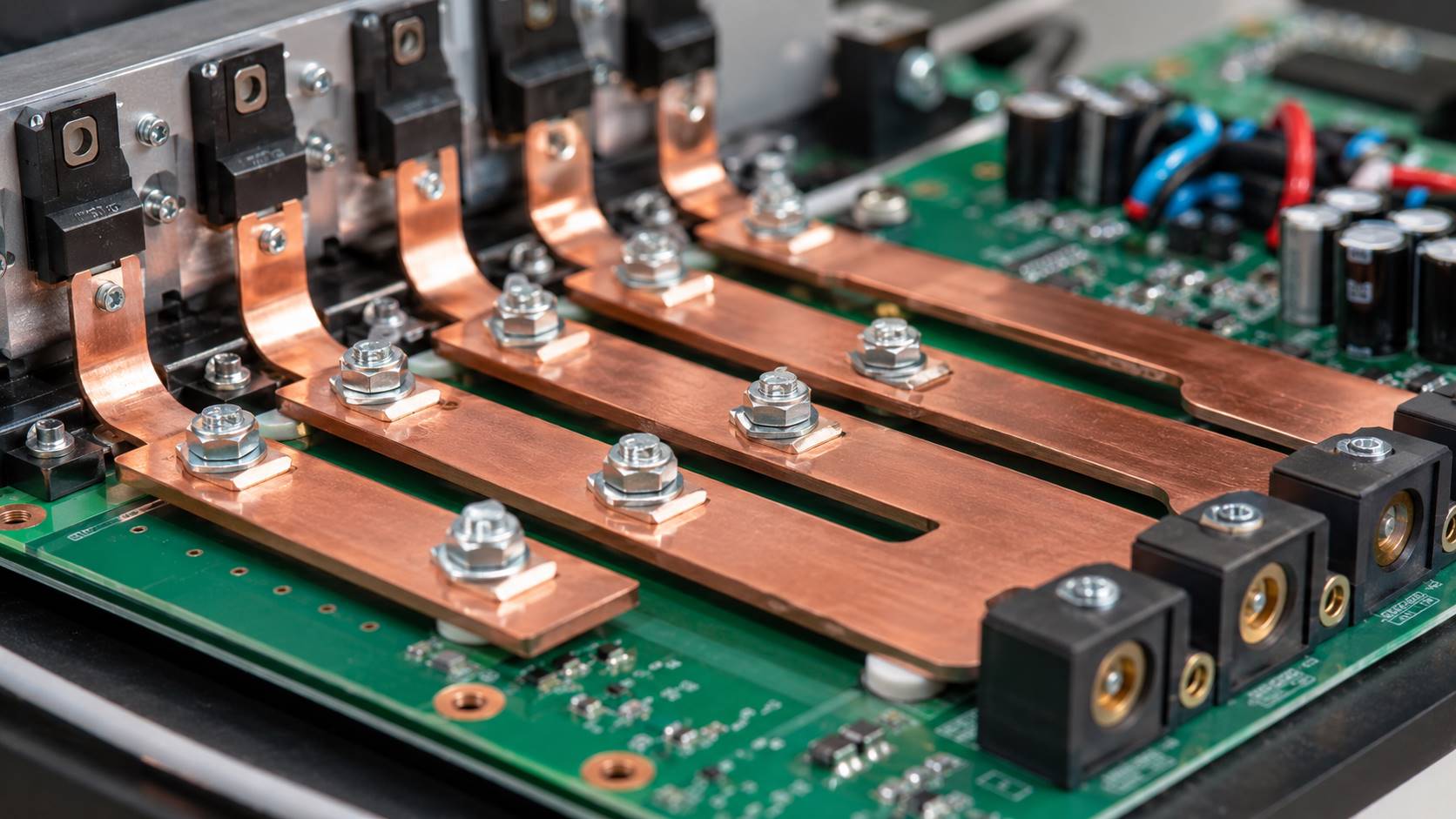
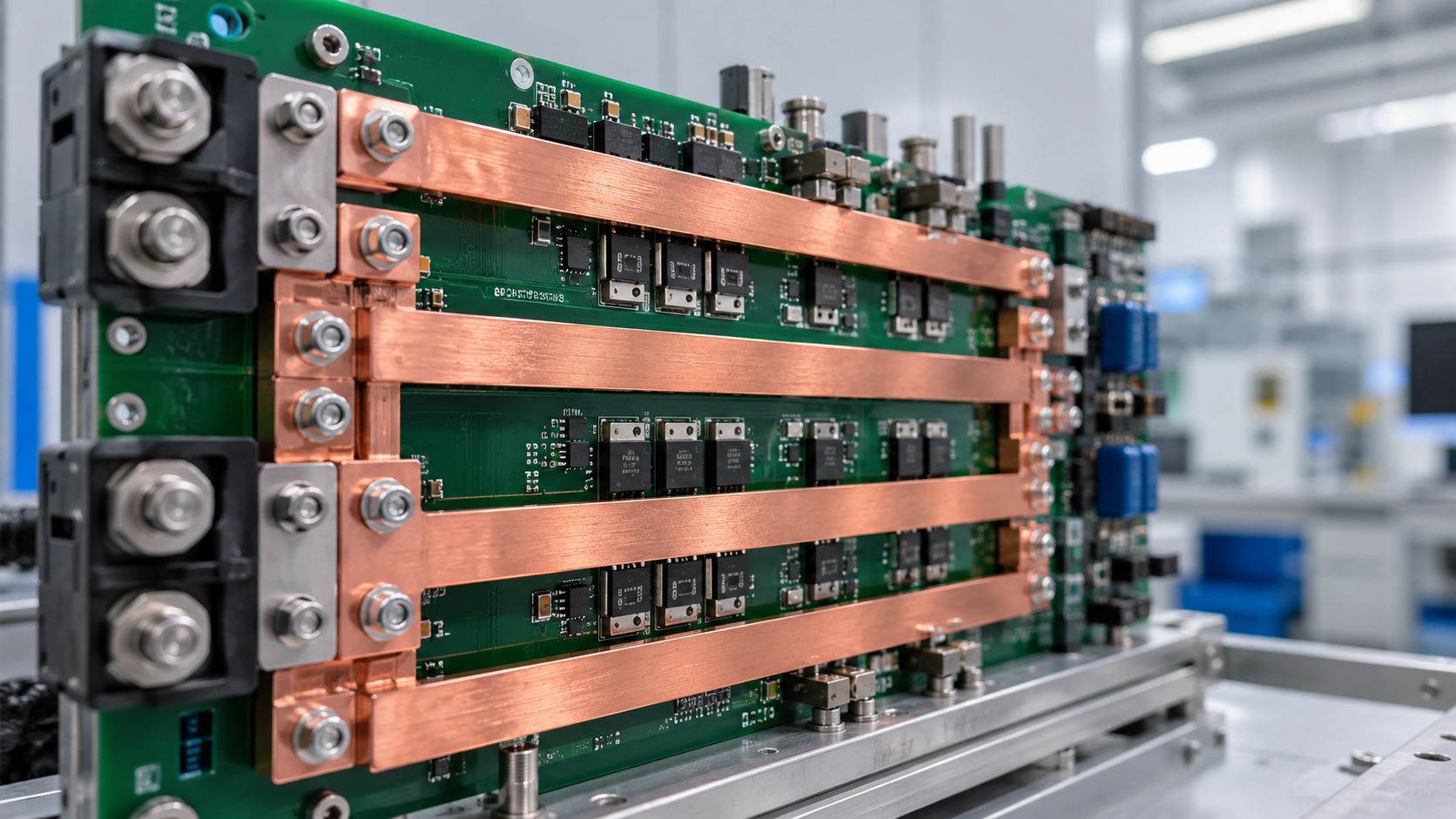
This matters in high-current designs. A solder joint should not be treated as a large copper busbar unless the current path, cross-sectional area, heat rise, and mechanical stress have been reviewed.
For power-related PCB designs, engineers should also consider:
- Copper weight.
- Pad size.
- Via quantity and via diameter.
- Connector structure.
- Terminal plating.
- Solder joint geometry.
- Heat dissipation path.
- Mechanical vibration and stress.
In practical terms, solder conducts electricity well enough for normal component joints. But joint geometry, wetting quality, voids, cracks, and contamination can affect real performance. A shiny joint that looks acceptable may still need X-ray, cross-section, pull testing, ICT, or functional testing if the product is safety-critical or high-reliability.
How to Use Soldering Flux on a Circuit Board
To use soldering flux on a circuit board, apply a small amount to the pad, lead, or joint area before heating. The goal is controlled coverage, not flooding the board. Excess flux can spread under components, collect around connectors, or create cleaning challenges.
A practical soldering workflow is:
- Prepare the soldering area: Make sure PCB pads, component leads, wires, or terminals are clean and solderable.
- Apply a small amount of flux: Use a flux pen, syringe, brush, or paste. Avoid excessive flux.
- Heat the pad and lead together: The soldering iron tip should contact both metal surfaces, not only the solder wire.
- Feed solder into the heated joint: Add solder to the joint area, allowing it to melt and flow naturally.
- Allow solder to wet both surfaces: A good joint should form a smooth fillet and cover the pad properly.
- Remove solder first, then remove heat: This helps control solder volume and joint shape.
- Keep the joint still while cooling: Movement during cooling may create a disturbed or weak joint.
- Inspect the solder joint: Check for bridges, insufficient solder, poor wetting, cracks, and residue.
| Step | Action | What to Watch |
|---|---|---|
| Prepare the surface | Confirm pads and leads are clean | Oxidized parts may need stronger flux or replacement |
| Apply flux | Use flux pen, syringe, brush, or paste | Avoid excessive volume |
| Heat the joint | Touch both pad and lead with the iron tip | Heat the work, not only the solder |
| Feed solder | Add solder to the heated joint area | Do not melt solder only on the tip |
| Let it flow | Allow solder to wet both surfaces | Good wetting forms a smooth fillet |
| Remove heat | Hold the joint still while cooling | Movement can cause disturbed joints |
| Inspect | Check shape, coverage, bridges, residue | Clean if required by process |
For how to solder to a circuit board, the most important habit is to heat the pad and lead together, then feed solder into the joint. If solder melts on the iron tip but does not wet the pad, the pad may be cold, oxidized, contaminated, or missing enough flux.
How to Use Rosin Flux Paste?
Rosin flux paste is popular for hand soldering, repair, wires, connectors, and some rework tasks. It is helpful when reworking old boards, tinning wires, soldering larger terminals, or repairing joints that no longer wet properly.
A practical way to use rosin flux paste is:
- Take a very small amount of rosin flux paste with a clean tool, syringe, brush, or toothpick.
- Place it only on the pad, lead, wire, or terminal that needs soldering.
- Heat the pad and lead with a clean soldering iron tip.
- Feed solder when the joint area is hot enough.
- Let the solder flow across the metal surface.
- Remove excess residue if your process requires cleaning.
Rosin flux paste can also help with drag soldering fine-pitch ICs because it improves solder flow and reduces bridging. The mistake is using too much. Thick flux residue may look harmless, but it can trap debris, affect coating adhesion, or complicate inspection.
For high-reliability assemblies, cleaning and residue validation should follow the customer requirement, product class, and internal process control plan.
How to Use the Soldering Iron Correctly
Using the soldering iron correctly is just as important as choosing flux. A good soldering iron should have stable temperature control, suitable power, correct tip shape, and proper grounding for ESD-sensitive electronics.
Good soldering iron habits include:
- Use a suitable tip size for the pad and component lead.
- Keep the soldering tip clean and lightly tinned.
- Heat both the PCB pad and component lead at the same time.
- Avoid melting solder only on the iron tip.
- Use enough heat transfer, not excessive temperature.
- Remove heat as soon as the joint is properly formed.
- Avoid pressing hard on PCB pads, especially small SMD pads.
- Replace oxidized or damaged soldering tips in time.
For most PCB hand soldering, a chisel tip often works better than a needle tip because it transfers heat more efficiently. A very tiny tip may look precise, but it can lack thermal mass.
Temperature depends on solder alloy, board thickness, copper area, component size, and dwell time. Lead-free solder usually needs higher working temperature than tin-lead solder. However, turning the iron too high is not a true solution. Excess temperature burns flux quickly, damages pads, and reduces process control.
How to Choose Solder Sizes, Wire Diameter, and Flux Form
Solder sizes affect control. For fine PCB work, thin solder wire gives better volume control. For large terminals, thicker wire improves feeding speed. For SMT production, solder paste particle size and stencil aperture design affect paste release, bridging, tombstoning, and joint volume.
Common hand soldering wire choices include:
- 0.3 mm solder wire: Suitable for fine-pitch SMD parts, small pads, jumper wires, and precise repair.
- 0.5 mm solder wire: Suitable for general PCB repair, small through-hole parts, and moderate SMD work.
- 0.8 mm solder wire: Suitable for through-hole resistors, capacitors, headers, and common hand soldering tasks.
- 1.0 mm or thicker solder wire: Suitable for larger terminals, wires, shields, connectors, and high solder volume areas.
Flux form should also follow the actual soldering job:
- Flux pen: clean and convenient for small PCB areas.
- Liquid flux: suitable for broad coverage, wave soldering, selective soldering, and repair.
- Gel flux: useful for rework because it stays where placed.
- Rosin flux paste: practical for wires, terminals, and repair jobs.
- Solder paste: used for SMT because it combines solder powder and flux.
- Flux-cored solder wire: convenient for hand soldering and maintenance.
The best choice depends on pad size, component type, soldering method, operator skill, cleaning requirement, and final reliability target.
What Are the Advantages and Limits of Flux Soldering?
Flux soldering brings several clear advantages, especially in electronics manufacturing and PCB assembly.
Main advantages include:
- Better solder wetting on copper pads and component leads.
- Lower risk of cold joints and non-wetting.
- Smoother solder flow during hand soldering and rework.
- Easier fine-pitch soldering when used properly.
- Improved solder joint consistency in production.
- Lower rework rate when flux, heat, and solder are well controlled.
- Better support for old, slightly oxidized, or difficult-to-solder surfaces.
However, flux soldering also has limits.
Common limitations include:
- Flux cannot fix a badly damaged PCB pad.
- Flux cannot fully solve poor surface finish or severe oxidation.
- Flux cannot compensate for the wrong solder alloy.
- Flux cannot replace proper heat transfer.
- Excess flux can leave residue and cleaning problems.
- Strong flux may require strict cleaning after soldering.
- No-clean flux still needs process control and validation.
- Burned flux can reduce solderability and make rework harder.
No-clean flux does not mean “no residue exists.” It means the residue is designed to be benign under defined conditions. If too much flux is used, if it is not fully activated, or if the assembly works in humid, high-voltage, high-impedance, or coated environments, residue control becomes important.
Common Flux Soldering Defects and Failure Analysis
Many soldering defects are related to flux activity, heat transfer, surface condition, or process control. The root cause is rarely one single factor.
| Defect | Possible Cause | Practical Fix |
|---|---|---|
| Cold joint | Low heat, movement, poor wetting | Increase heat transfer, stabilize joint, use proper flux |
| Non-wetting | Oxidized pad, weak flux, contaminated finish | Check surface finish, flux activity, storage condition |
| Solder bridge | Too much solder, excess flux, fine pitch spacing | Use less solder, drag technique, solder wick, correct flux |
| Solder balling | Poor paste control, excessive flux, bad profile | Review stencil, reflow profile, paste storage |
| Insufficient hole fill | Poor preheat, weak flux, thermal imbalance | Improve flux coverage and thermal profile |
| Flux residue | Over-application, wrong flux, incomplete cleaning | Control volume, validate cleaning process |
| Corrosion | Aggressive flux residue, poor cleaning | Use electronics-grade flux and verify cleanliness |
| Intermittent connection | Cracked joint, poor wetting, vibration | Improve pad design, solder volume, mechanical support |
Typical engineering findings include:
- If the solder joint looks dull and rough, the cause may be low heat, movement during cooling, or poor wetting.
- If solder balls appear around SMT pads, the issue may relate to solder paste printing, reflow profile, flux behavior, or board contamination.
- If through-hole solder does not fill the barrel, flux coverage, preheat, copper thermal mass, and hole-to-lead ratio should be checked.
- If fine-pitch IC leads keep bridging, excessive solder volume or poor drag soldering technique may be the real problem.
- If residue appears after soldering, flux type, application volume, activation temperature, and cleaning process should be reviewed.
A common production case is connector soldering on thick copper PCBs. The operator adds more solder, but the joint still looks rough. The real issue may be insufficient heat transfer because the copper plane pulls heat away. Better tip size, preheating, controlled flux, and pad thermal design solve the issue more effectively than simply increasing solder volume.
Another case is fine-pitch IC bridging. Adding more heat can make bridging worse. A small amount of gel flux, clean tip, controlled drag soldering, and solder wick usually give a cleaner result.
Where Is Flux Soldering Used in Electronics Manufacturing?
Flux soldering is used almost everywhere electronic interconnections are made. It appears in consumer electronics, industrial control boards, automotive electronics, medical devices, communication equipment, LED lighting, power supplies, sensors, robotics, aerospace-related electronics, and new energy products.
Common application areas include:
- SMT assembly for resistors, capacitors, ICs, QFNs, BGAs, and connectors.
- Through-hole soldering for headers, transformers, switches, and terminals.
- Wire tinning and wire-to-board soldering.
- Connector and cable assembly.
- PCB repair and component replacement.
- BGA and QFN rework.
- LED PCB assembly.
- Power electronics soldering.
- Ceramic PCB and metal-core PCB assembly.
- Industrial control board manufacturing.
- Medical and automotive electronic modules.
In SMT assembly, flux is inside solder paste. In through-hole assembly, flux is applied before wave or selective soldering. In repair, technicians use liquid flux, gel flux, or rosin paste to restore wetting. In cable and wire harness work, flux helps tin stranded wires and solder terminals.
For medical, automotive, aerospace, and industrial control projects, flux soldering is not only an operator skill. It is a controlled manufacturing process. Material lot control, solder paste storage, stencil printing, reflow profiling, cleaning validation, AOI, X-ray, ICT, and functional testing all contribute to final reliability.
How to Select Flux and Solder for a PCB Project?
A good selection starts with the product requirement, not the flux catalog. Engineers should review the application environment, PCB finish, component plating, assembly method, cleaning capability, operating voltage, current load, humidity exposure, coating requirement, and regulatory target.
Key selection factors include:
- PCB surface finish: ENIG, HASL, OSP, immersion silver, immersion tin, or other finishes.
- Soldering process: hand soldering, reflow, wave, selective soldering, or rework.
- Component type: SMD, through-hole, BGA, QFN, connector, wire, or terminal.
- Temperature sensitivity: especially for plastic connectors, sensors, LEDs, and special modules.
- Cleaning requirement: no-clean, water cleaning, solvent cleaning, or validated residue control.
- Reliability class: consumer, industrial, medical, automotive, aerospace-related, or high-power.
- Compliance target: RoHS, customer specification, IPC workmanship requirement, or internal standard.
- Operating environment: humidity, vibration, high voltage, high current, thermal cycling, or coating.
For general lead-free SMT, SAC305 solder paste with a qualified no-clean flux is common. For cost-sensitive through-hole wave soldering, tin-copper alloy may be considered. For heat-sensitive components, low-temperature bismuth-based solder may reduce thermal stress. For high-reliability assemblies, the solder and flux system should be validated through process trials and reliability testing.
What Should Buyers Ask Before Choosing a Soldering Supplier?
Buyers should not only ask whether the supplier can solder the PCB. They should ask how the soldering process is controlled. This is especially important for OEM manufacturing, ODM production, prototype assembly, and batch PCBA projects.
Useful questions include:
- Which solder alloy will be used for this project?
- Which flux type or solder paste brand is selected?
- Is the flux compatible with the PCB surface finish?
- Is the process lead-free and RoHS compliant if required?
- Is cleaning required after soldering?
- Can the supplier provide a reflow profile?
- Will AOI or X-ray inspection be used?
- How are BGA, QFN, or hidden solder joints inspected?
- How are solder paste storage and thawing controlled?
- How are hand soldering and rework operations managed?
- Can the factory provide ICT, FCT, or custom test support?
- Are soldering defects recorded and analyzed during production?
- Can the supplier support prototype, small batch, and mass production?
For overseas buyers sourcing from a China-based PCB or PCBA factory, the most useful approach is not asking for the cheapest soldering option. It is asking for a process-matched solution that fits product risk, target market, quantity, test requirement, and long-term reliability.
Cost Factors in Flux Soldering and PCB Assembly
Flux soldering cost is influenced by solder alloy, flux type, assembly complexity, cleaning requirement, inspection method, production volume, and reliability class. Silver-bearing solder such as SAC305 usually costs more than tin-copper solder. Water-soluble flux may require cleaning equipment, DI water control, drying, and cleanliness verification. High-reliability assemblies may need extra testing.
Main cost factors include:
- Solder alloy cost.
- Flux type and solder paste grade.
- PCB surface finish.
- SMT component density.
- Through-hole soldering quantity.
- BGA, QFN, or fine-pitch assembly difficulty.
- Manual soldering and rework time.
- Cleaning process requirement.
- AOI, X-ray, ICT, and FCT coverage.
- Prototype quantity or mass production volume.
- Reliability testing requirement.
- Documentation and traceability level.
The largest hidden cost is rework. Poor wetting, bridging, insufficient solder, tombstoning, or contamination can consume more money than the original solder material. For B2B procurement, the cheapest flux or solder paste may increase total cost if it causes unstable yield.
PCB design also affects cost. Large copper planes, heavy copper layers, tight pad spacing, poor thermal relief, difficult connectors, and mixed large-small components may require more process tuning. A manufacturer with strong DFM review can identify these risks before production, reducing repeated trial runs and urgent rework.
Quality Control, Testing Methods, and Standards
Quality control for flux soldering should cover incoming materials, process setup, operator control, inspection, cleaning, and final testing. Solder paste should be stored and thawed according to supplier requirements. Flux should be controlled by lot, shelf life, solids content, and application method. Reflow ovens should be profiled with real boards, not only generic settings.
Common quality control points include:
- Solder paste storage and thawing records.
- Flux shelf life and lot traceability.
- PCB surface finish inspection.
- Component solderability control.
- Stencil printing quality.
- SPI inspection for solder paste volume.
- Reflow temperature profile verification.
- Wave or selective soldering preheat control.
- Hand soldering operator training.
- AOI inspection after soldering.
- X-ray inspection for hidden solder joints.
- Cleaning process validation when needed.
- Ionic contamination or SIR testing for high-reliability boards.
- ICT and FCT for electrical and functional verification.
Common inspection and test methods include:
- Visual inspection.
- AOI inspection.
- X-ray inspection.
- Solderability testing.
- Cross-section analysis.
- Ionic contamination testing.
- Surface insulation resistance testing.
- ICT testing.
- FCT functional testing.
- Pull testing.
- Thermal cycling when required.
For products entering the EU or markets with similar compliance expectations, RoHS material control should also be considered. For industrial, medical, automotive, and aerospace-related products, soldering quality should be managed as a complete process, not only as a final appearance check.
Global Procurement Tips for OEM and ODM Electronics Projects
When sourcing soldered PCB assemblies from a China source factory, overseas buyers should focus on real process capability instead of virtual local claims. A reliable supplier should explain the solder alloy, flux system, cleaning policy, inspection plan, and test coverage clearly.
For North American and European buyers, the main concerns are often:
- Compliance documentation.
- Traceability.
- Stable batch quality.
- IPC workmanship control.
- Long-term reliability.
- Clear engineering communication.
- Consistent soldering process.
- Functional testing and inspection records.
For Southeast Asian and fast-growing hardware teams, common priorities may include:
- Flexible MOQ.
- Fast sample development.
- Cost control.
- Engineering feedback.
- Small-batch trial production.
- Smooth transition to mass production.
Before placing an order, prepare these files and requirements:
- Gerber files.
- BOM.
- Pick-and-place file.
- Assembly drawing.
- PCB stack-up if needed.
- Soldering requirements.
- Test plan.
- Conformal coating requirement if any.
- Special notes for connectors, wires, high-current pads, or heat-sensitive components.
- Packaging and labeling requirements.
- Target market compliance requirements.
If the product has medical, automotive, aerospace-related, high-current, high-voltage, or harsh-environment use, state that early. The supplier can then select a more suitable soldering process, flux system, inspection route, and documentation package.
FAQ
1. What is flux soldering in simple words?
Flux soldering is soldering with a chemical helper called flux. The flux cleans the metal surface, removes oxide, and helps melted solder flow smoothly onto PCB pads, wires, or component leads. In electronics, flux helps create a stronger and more reliable joint than heat and solder alone.
2. What is the purpose of flux for soldering?
The purpose of flux for soldering is to remove oxidation, improve wetting, and protect the hot metal surface while solder is flowing. Without flux, solder may bead up, fail to spread, or form a weak joint. Flux is especially important on copper pads, old boards, fine-pitch leads, and through-hole terminals.
3. What is electrical soldering flux?
Electrical soldering flux is flux made for electronic and electrical connections. It is different from plumbing flux. Electronics-grade flux is designed to support solderability while reducing corrosion and contamination risk when used correctly. Common forms include flux pens, liquid flux, rosin paste, gel flux, and flux inside solder wire or solder paste.
4. How do you use soldering flux on a PCB?
Apply a small amount of flux to the pad and component lead, heat both surfaces with a clean soldering iron tip, then feed solder into the joint. Let solder flow naturally across the pad and lead. After cooling, inspect the joint. Clean residues if your process or product requirement calls for cleaning.
5. How do you use rosin flux paste?
Use a small amount of rosin flux paste on the joint area before heating. It is useful for wires, connectors, repair work, and oxidized pads. Do not cover the board with excessive paste. After soldering, inspect the residue and clean it when required by the product class, coating process, or customer specification.
6. What is solder made of?
Solder is usually made of tin-based metal alloys. Traditional solder may contain tin and lead, while modern lead-free solder often contains tin, silver, and copper. Other solder types may include bismuth, antimony, indium, or special alloys. The right alloy depends on melting temperature, reliability, compliance, and application.
7. Does solder conduct electricity?
Yes, solder conducts electricity, but copper conducts better. In a PCB, solder mainly creates the connection between the component termination and copper pad. For high-current designs, engineers should not rely only on solder volume. Pad size, copper thickness, vias, terminals, and thermal design must also be considered.