PCB thermal simulation predicts component, board, and airflow temperatures before a layout is released for production. A credible result depends less on a colorful heat map than on accurate power loss, stack-up geometry, material properties, enclosure conditions, and correlation measurements. This guide explains how to choose model fidelity, build realistic heat paths, diagnose misleading outputs, and turn simulation into a design decision supported by traceable assumptions and measurable acceptance limits.
What Is PCB Thermal Simulation and What Can It Actually Predict?
PCB thermal simulation estimates temperature and heat flow for one defined electrical load and environment. Finite-element and finite-volume solvers divide the geometry or flow domain into smaller regions and solve the governing energy equations across them. The model can predict steady temperatures, warm-up behavior, heat-flow paths, airflow patterns, and the effect of design changes. The result is conditional, not universal. A 92°C hotspot is meaningful only when the modeled ambient temperature, component losses, copper geometry, airflow, contact resistance, and operating time match the decision being made. The model can compare alternatives and expose risk early, but it cannot prove production compliance without representative hardware measurements.
- Temperature field: estimates junction, case, board-surface, and enclosure temperatures at defined locations.
- Heat-flow path: shows whether energy leaves through copper, vias, a heat sink, the chassis, or surrounding air.
- Design comparison: quantifies the direction and approximate magnitude of change between controlled variants.
- Validation limit: cannot compensate for unknown losses, poor boundary conditions, or an uncalibrated material model.
Which Inputs Control PCB Thermal Simulation Accuracy?
The most influential inputs are component power dissipation, board construction, material properties, package thermal models, mechanical contacts, and the operating environment. Record each input with its source, condition, revision, and uncertainty. A nominal value copied from a datasheet may be unsuitable when the real duty cycle, switching loss, airflow, or mounting condition differs. Before solving, assign an owner to every high-sensitivity input and define how it will be verified. This prevents a later layout, BOM, stack-up, or enclosure revision from silently invalidating the thermal conclusion.
| Input | Required Detail | Failure if Wrong | Verification |
| Power loss | Watts by component and operating state | Hotspot magnitude shifts directly | Electrical loss calculation or measured input/output power |
| Stack-up | Layer thickness, copper coverage, dielectric thickness | In-plane and through-plane spreading are distorted | Released fabrication stack-up and Gerber or ODB++ data |
| Material | Conductivity, density, heat capacity, temperature dependence | Steady and transient results drift | Supplier data for the specified grade |
| Environment | Ambient, pressure, orientation, airflow, enclosure vents | Convection is over- or underestimated | Product operating specification and airflow measurement |
| Contact | TIM thickness, clamp pressure, surface area, interface resistance | Board-to-case path appears unrealistically efficient | Mechanical drawing, assembly method, and correlation test |
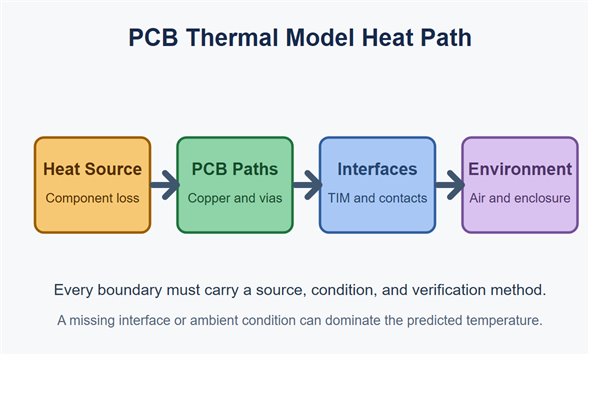
How Do Conduction, Convection, Radiation, and PCB Construction Shape the Model?
The model must represent every heat-transfer mechanism that can change the design decision. Conduction dominates through copper, laminate, packages, thermal vias, interface materials, and chassis contacts. Convection moves heat between surfaces and air, while radiation exchanges energy according to temperature, emissivity, and view factors. Board orientation matters in natural convection because buoyant air follows gravity; horizontal and vertical boards can produce different flow patterns. Forced convection requires a fan curve or measured flow field, not an arbitrary velocity. Radiation often has a smaller effect near room temperature but can matter for hot surfaces or sealed assemblies. Run a sensitivity case before removing a mechanism to reduce solve time.
How Should Component Power Loss Be Converted into Heat Sources?
Convert electrical operation into heat where each loss actually occurs. Use total device dissipation only when a compact representation is sufficient; separate die, package, lead, pad, and copper loss when the internal heat path changes the decision. For regulators, MOSFETs, magnetics, resistors, and high-current interconnects, calculate loss at the worst credible voltage, current, switching frequency, duty cycle, and temperature. A practical energy check is sum of modeled heat sources = expected dissipated electrical power for the simulated state. If a 20 W converter delivers 17 W to its load, the model should explain the remaining 3 W across semiconductors, magnetics, copper, and passive parts. Do not assign the full input power as heat unless the equipment actually dissipates it.
- Define the operating state: nominal, overload, startup, standby, or cyclic mission profile.
- Calculate electrical losses: include conduction, switching, core, winding, ESR, and Joule losses where relevant.
- Map losses spatially: place them in the die, package, winding, trace, or copper region that produces the heat.
- Close the energy balance: reconcile source totals against measured or calculated system loss.
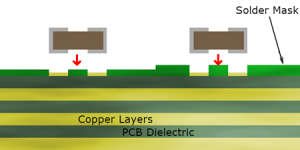
The PCB is thermally anisotropic, so copper geometry and via connections must be represented deliberately. Copper spreads heat more effectively along a layer than typical laminate transfers it through the thickness. Treating the board as one isotropic block can miss copper pours, plane interruptions, thermal necks, and via arrays. Use trace mapping around critical paths and an orthotropic model elsewhere when solve time must be controlled. Thermal vias require barrel diameter, plating, finished hole, pitch, span, pad connection, fill material, and destination plane; count alone is not a thermal specification. A via that terminates on an isolated pad or reaches a plane with no external sink may redistribute heat without lowering final component temperatures. Compare the complete path from the source pad to receiving copper, the interface, and ambient air.
| Model Level | Geometry | Best Use | Main Risk |
| Lumped board | Single effective block | Early enclosure trade study | Misses local copper and via paths |
| Orthotropic board | Directional effective properties | System airflow with board-level spreading | Depends on correct copper fractions |
| Trace-mapped board | Imported copper by layer | Hotspot and power-path decisions | Higher mesh and setup cost |
| Localized detailed region | Detailed pad, vias, package and TIM | Critical component thermal path | Bad interfaces dominate the answer |
Which Boundary Conditions and Time Model Fit the Decision?
A thermal result is valid only for its stated boundaries and operating time. Define ambient temperature, enclosure walls, openings, airflow or fan behavior, gravity direction, external heat sources, mounting contacts, heat-sink interfaces, and imposed temperature or heat-flux boundaries. Each condition must match the product state used for the loss inputs. Use a fan performance curve when resistance changes with vents, filters, or geometry, and apply fixed flow only when velocity and direction are measured or imposed by a controlled test. For board-to-chassis conduction, include interface thickness and contact resistance; perfect bonded contact usually makes the predicted path too optimistic. Model nearby heat sources when they raise inlet air or enclosure-wall temperature.
Use steady-state analysis for sustained operation and transient analysis for time-dependent limits. Warm-up time, pulses, duty cycle, thermal-protection timing, or a short mission profile can control the design. A board may fail a steady-state case it never reaches during a brief event, or pass steady state while exceeding a short component limit during a concentrated pulse. Transient accuracy requires density and specific heat in addition to conductivity, plus a time-dependent load profile and realistic initial temperature. Select time steps small enough to capture the fastest decision-relevant event, then verify that further step reduction does not materially change peak temperature or timing.
Which PCB Thermal Simulation Software Fits Each Model Fidelity?
Select software by required physics, geometry exchange, validation needs, and available expertise—not by a generic “best tool” label. Simple online tools support early screening, while electronics-cooling and multiphysics solvers handle detailed copper, airflow, Joule heating, and coupled thermal-mechanical questions. Before committing the workflow, verify the licensed modules, ECAD import path, supported package models, transient capability, automation interface, mesh controls, and result-export format. Run a small benchmark with known heat input and measured temperatures; tool familiarity cannot substitute for a controlled correlation case.
- ST eDesignSuite PCB Thermal Simulator: useful for rapid online screening of supported power designs and board-level thermal behavior.
- Ansys Icepak and Mechanical: suited to electronics cooling, trace mapping, airflow, transient heat transfer, and coupled reliability workflows.
- Simcenter Flotherm or FLOEFD: suited to board, enclosure, airflow, and electronics-cooling studies with CAD-oriented workflows.
- COMSOL Multiphysics: useful when custom equations or coupled electrical, thermal, fluid, and structural physics control the problem.
- ECAD-integrated tools: useful for early layout screening, but capability varies by version, extension, and solver connection.
- Open-source workflows: can support controlled research models, but geometry conversion, material data, verification, and support remain the user’s responsibility.
How to Run PCB Thermal Simulation: A Step-by-Step Workflow
A defensible workflow starts with the decision and ends with correlation against a physical board. Do not begin by importing every geometric feature. Define the target temperature, operating state, uncertainty, and pass criterion first, then add only the detail required to answer that question. Freeze input revisions before the baseline run, preserve solver settings between design variants, and record why each simplification is acceptable. This makes the final comparison reproducible and prevents a mesh, load, or boundary change from being mistaken for a design improvement.
- State the decision: identify the component limit, board region, operating case, and acceptance margin.
- Collect controlled inputs: freeze the BOM, stack-up, copper data, mechanical geometry, losses, and environment.
- Select model fidelity: choose lumped, orthotropic, trace-mapped, or locally detailed geometry.
- Assign materials and contacts: include directional board properties and non-ideal interfaces.
- Apply loads and boundaries: reconcile heat-source totals and represent airflow, gravity, openings, and walls.
- Mesh critical gradients: refine packages, vias, narrow copper necks, TIM layers, and flow restrictions.
- Run convergence checks: reduce mesh size or time step until decision metrics stabilize.
- Review energy balance: confirm generated heat equals heat leaving the solved system at steady state.
- Compare controlled variants: change one design factor at a time and preserve the baseline.
- Correlate on hardware: repeat the modeled load and environment, then update uncertain inputs transparently.
What Do Temperature, Heat-Flux and Airflow Results Mean?
Temperature, heat flux, and airflow answer different questions and must be interpreted together. Temperature shows whether a defined location approaches its limit, heat flux shows where energy crosses a surface, and airflow reveals how the fluid carries heat away. Review peaks, gradients, path continuity, and the locations of all maxima. A hot pixel at a sharp corner may be a mesh singularity; a broad hot region that persists through refinement is more likely real. Compare junction or case temperature against the correct datasheet limit and measurement location because surface temperature is not automatically junction temperature. Inspect vector direction and integrated heat flow through key interfaces to confirm that the path is physically plausible. For airflow, check recirculation, board bypass, blocked vents, and preheated inlet air instead of relying only on maximum velocity.
Why Do PCB Thermal Simulation Results Become Misleading?
Misleading results usually originate in the model definition, not the solver. The largest risks are understated power, perfect contacts, excessive airflow, incorrect copper fraction, missing neighboring heat sources, coarse mesh at thin layers, and validation measurements that do not reproduce the model. A visually smooth result can still be wrong by a decision-changing margin. Diagnose the error by checking energy balance first, then heat-source totals, interfaces, boundary conditions, mesh convergence, and measurement setup in that order. Change one uncertain input at a time and retain the failed baseline so the cause remains traceable.
- False low temperature: caused by ideal heat-sink contact, excessive convection, or omitted losses.
- False hotspot: caused by concentrated point sources, incorrect package resistance, or a local mesh artifact.
- Wrong transient peak: caused by incorrect heat capacity, initial temperature, duty cycle, or time step.
- Unstable comparison: caused by changing geometry, mesh, and boundary conditions at the same time.
- Failed correlation: caused by unknown emissivity, thermocouple heat sinking, load mismatch, or uncontrolled airflow.
How Should Simulation Be Correlated with Prototype Measurements?
Correlation must reproduce the modeled locations, load, ambient, orientation, enclosure, airflow, and elapsed time. Use thermocouples for controlled point temperatures and infrared imaging for spatial patterns, while accounting for emissivity and reflections. Record electrical input and output so actual dissipation can be compared with the modeled source total. Calibrate uncertain inputs within physically justified ranges; do not tune unrelated values merely to match one point. A useful measurement set includes a primary hotspot, one heat-path location, one cool reference region, and transient warm-up data. If one calibration improves the hotspot but worsens every other point, the model structure or measurement setup is probably incomplete.

Which PCB Design Changes Should Be Re-Simulated Before Release?
Re-run the affected model whenever a revision changes heat generation, spreading, contact resistance, or cooling. Preserve the released baseline and compare decision metrics under identical conditions. A small layout edit can be thermally significant when it cuts a copper neck, moves a via field, shifts a hot device upstream in the airflow, or changes chassis contact. Classify each revision by the thermal path it changes, update only the affected inputs, and repeat convergence and correlation checks when the revision invalidates their assumptions. Record unchanged controls so reviewers can distinguish a real improvement from a different simulation setup.
- Power or BOM change: recalculate losses and package thermal data.
- Stack-up or copper change: rebuild directional properties or trace mapping.
- Via change: update barrel geometry, connections, fill, and receiving planes.
- Enclosure or fan change: update flow resistance, fan curve, openings, and inlet temperature.
- TIM or mounting change: update thickness, compression, contact area, and interface resistance.
- Conformal coating or potting: add the material only with grade-specific thermal properties and actual coverage.
What Evidence Should Accompany a Thermal-Ready PCB Package?
A thermal-ready release package must preserve the modeled geometry and make the decision reproducible. Include fabrication data, controlled stack-up, copper weights, via construction, material grades, component orientation, mechanical contacts, interface requirements, and the operating load case. Separate calculated assumptions from measured inputs. For build review, submit Gerber or ODB++, drill data, BOM, pick-and-place, stack-up, assembly drawings, enclosure or heat-sink drawings, target quantity, and test requirements. Add a model summary containing the solver version, convergence evidence, boundary conditions, heat-source table, critical temperatures, validation setup, measured-versus-predicted differences, and remaining uncertainty.
FAQs About PCB Thermal Simulation
Q1: What is a thermal analysis for PCB?
A1: It is a calculation or simulation that estimates board, component, and airflow temperatures for a defined load and environment. The result applies only to the modeled operating case. Use it to compare design options and identify heat-path risks, then correlate critical temperatures on representative hardware before release.
Q2: How to calculate PCB thermal resistance?
A2: Divide the temperature rise between two defined locations by the steady heat flow through that path, using Rθ = ΔT / Q. State the two temperature locations, heat-flow direction, boundary conditions, and units. A board-level value is not interchangeable with a package θJA value measured under standardized conditions.
Q3: What are the thermal properties of PCB?
A3: The main properties are directional thermal conductivity, density, specific heat, emissivity, and interface resistance. Use values for the released stack-up and material grades. Copper coverage makes in-plane conductivity different from through-thickness conductivity, so one generic isotropic value can distort spreading and warm-up behavior.
Q4: Is free PCB thermal simulation accurate enough for release decisions?
A4: Free software can support screening when its physics and geometry match the question, but price does not determine accuracy. Check board anisotropy, copper representation, convection, transient loads, mesh control, and result export. An uncorrelated model should compare options, not serve as production-release evidence.
Q5: Is PCB thermal simulation software free, and what limits should be checked?
A5: Some online, open-source, vendor, and trial tools are free within defined limits. Check licensing and solver capability before building the workflow. Restrictions may apply to supported devices, node count, ECAD import, coupled physics, automation, commercial use, or exportable results.
Q6: Can PCB thermal simulation online replace a detailed solver?
A6: Online tools are useful for fast screening when their supported topology and assumptions match the board. They cannot replace geometry and physics they do not model. Use a detailed solver or physical test when copper paths, enclosure airflow, contact resistance, transient loads, or neighboring heat sources control the decision.
Q7: What should be checked in a KiCad PCB thermal simulation workflow?
A7: Verify units, board outline, copper layers, drill and via geometry, component coordinates, package heights, and the exported 3D assembly. A successful import does not prove thermal completeness. Material properties, losses, contacts, airflow, and boundary conditions still have to be assigned and checked independently.
Q8: When should Ansys PCB thermal simulation be used?
A8: It is appropriate when the decision requires detailed electronics cooling, trace or layer mapping, enclosure airflow, transient behavior, Joule heating, or coupled structural analysis. Confirm the licensed modules and ECAD exchange path first. Validate the workflow with a known heat input and measured temperatures before relying on a complex production model.
Q9: What should be verified in an Altium PCB thermal simulation workflow?
A9: Confirm which analysis extension or connected solver is being used, because capability depends on the installed version and workflow. Verify transferred stack-up, copper, component, and power data. Treat early layout indicators as screening evidence unless the thermal model also includes realistic materials, contacts, environment, convergence checks, and hardware correlation.
Q10: Can SolidWorks PCB thermal simulation model enclosure airflow?
A10: A supported SolidWorks thermal or flow workflow can represent board geometry, enclosure airflow, fans, heat sinks, and mechanical contacts when the necessary modules and data exchange are available. Verify fan curves, vent resistance, contact interfaces, and imported copper detail. Use measured airflow and temperature data to confirm the assembled model.
Conclusion
PCB thermal simulation is decision-ready only when the model and prototype describe the same operating case. Choose the simplest fidelity that resolves the risk, preserve the heat-source and boundary-condition evidence, test uncertainty explicitly, and correlate critical temperatures before release. Keep the model revision, convergence record, and measured comparison with the fabrication package so later power, stack-up, copper, via, enclosure, or cooling changes can be evaluated against the same baseline.
For a PCB manufacturing and thermal-readiness review, send the controlled Gerber or ODB++, BOM, stack-up, material requirements, mechanical interface drawings, operating load cases, and thermal test plan to sales@bestpcbs.com.