
Why are some PCBs black? Mainly because of the color choice of solder resist. Black pigment is added to solder resist, and black solder resist has good light shielding and resolution. From the performance point of view, black PCB may help to resist electromagnetic interference, and its coating or material components can absorb or shield electromagnetic radiation. In addition, the black surface has advantages in thermal radiation, and it is easier to absorb and emit radiant heat, which is conducive to heat dissipation.
Why are PCBs black?
The black PCB is mainly because its surface is usually coated with a layer of black solder resist. This layer of solder resist not only provides protection for the circuit board, preventing the circuit from being damaged by moisture, dust and other factors in the environment, but also effectively shields the circuit traces below, increasing the beauty and overall sense of the product.
In addition, black PCB also has its specific application background and market demand in the electronics industry. In the early days, black PCB mainly appeared in high-end electronic products, such as computer motherboards and graphics cards, giving people a high-end and professional feeling. They used black PCB as one of the symbols of high-end motherboards, and then other manufacturers followed suit.
However, there is no essential difference in the manufacturing process and method of PCBs of different colors. Black PCBs are simply made of special colored epoxy resin, which will increase the manufacturing cost to a certain extent, and the circuit traces of black PCBs are difficult to identify, which will increase the difficulty of maintenance and debugging in the R&D and after-sales stages.
Nevertheless, black PCBs do not reduce their electrical performance, and PCBs of different colors are the same in electrical performance.
Why are black PCBs more expensive?
The main reasons for the higher cost of black PCBs include material costs and the complexity of the manufacturing process.
First, black PCBs use special colored epoxy resin, which is relatively rare, so the cost is higher. In addition, black PCBs require higher precision and more complex processes during the manufacturing process, which also increases their cost.
Specifically, the manufacturing process of black PCBs is basically the same as that of green or other colored PCBs, but black PCBs require the use of special colored epoxy resin, which is relatively rare, resulting in increased costs.
In addition, black PCBs may not be as superior to green PCBs in optical positioning calibration and visual effects, which may also affect their market acceptance and price.
Is black PCB better than green?
Black PCB and green PCB have their own advantages and disadvantages. Choosing which one is better depends on the specific application requirements.
Advantages and Disadvantages of Black PCB
Advantages:
- Signal isolation and electromagnetic interference control: Black PCB can provide better signal isolation and electromagnetic interference (EMI) control, suitable for high-frequency circuits and high-speed signal transmission circuits.
- Appearance and high-end feeling: Black PCB is usually used in high-end applications, which can enhance the overall appearance and high-end feeling of the product1.
Disadvantages:
- Complex production process: The production process of black PCB is relatively complex. Due to the strong absorption of light by black pigment, it is easy to have process problems in the exposure and development processes, resulting in a high scrap rate and relatively high cost.
- Difficulty in maintenance: The surface wiring of black PCB is almost completely covered, which is difficult to repair, and the difficulty of hole is high, the yield rate is low, and the price is relatively high.
Advantages and Disadvantages of Green PCB
Advantages:
- Low cost: Green PCB is the most common color, with mature production process and low cost.
- High visibility: Green PCBs have a high contrast with white text, are highly readable, and reflect less light, which helps reduce glare.
- Environmentally friendly: Green solder mask ink is more environmentally friendly when it is discarded and is more convenient to recycle.
Disadvantages:
- Average signal isolation effect: Green PCBs are not as good as black PCBs in signal isolation and EMI control.
- Ordinary appearance: Green PCBs are usually used for general purposes and are not as high-end as black PCBs.
Does the color of PCB matter?
The color of the PCB has a certain impact on the design, manufacturing, and performance of the circuit board, but it does not determine its quality.
The impact of PCB color on the circuit board
- Physical and chemical properties: PCBs of different colors may use different production processes and materials, which affects their physical and chemical properties.
- Cost: Color selection also affects cost. Green PCBs are the most common choice because their production process is mature and cost-effective. PCBs of other colors may require more expensive materials or production processes.
- Aesthetics and design requirements: Some high-end electronic products may choose non-green PCB colors, such as blue or black, for a unique appearance. In addition, different colors also have different application requirements in the design and manufacturing process.
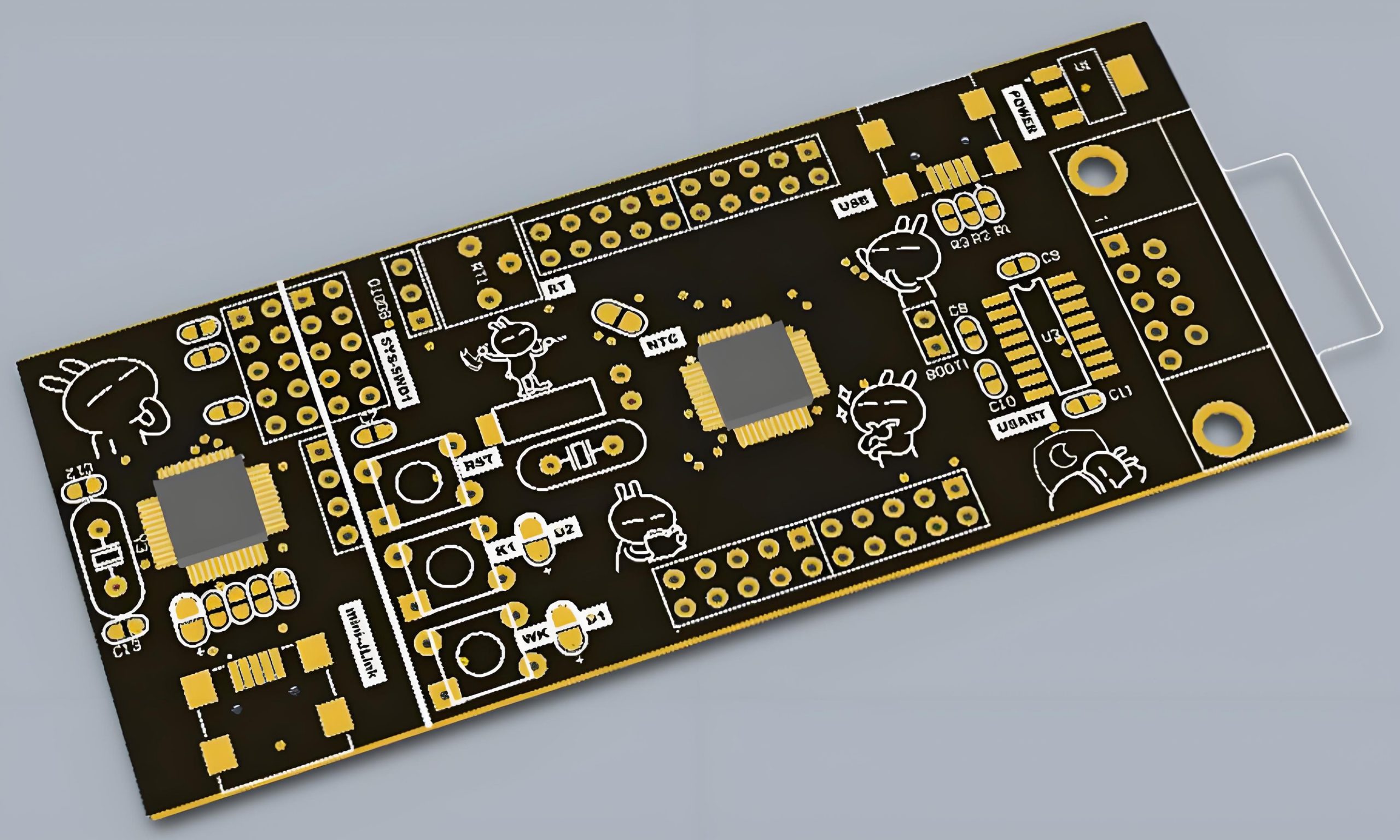
Why are most motherboards black?
The main reasons why most motherboards are black include visual habits, aesthetics, and functionality.
First, the design of black motherboards conforms to the visual habits of programmers and hardware engineers, making the program code and circuit board more coordinated.

In addition, black motherboards can hide stains and dust on the circuit board, maintain the beauty of the host, and will not conflict with other hardware colors, making the appearance of the entire computer more harmonious. Black materials also have anti-corrosion and heat dissipation properties, which can extend the service life of the motherboard.
Second, from the perspective of production and manufacturing, black motherboards do not add additional costs. Different colors of solder resist only have different visual effects, but do not affect the performance and cost of the motherboard. The popularity of black motherboards is not due to low cost, but because of its visual effects and functional advantages.
Finally, black has a mysterious and low-key cultural quality, which also makes black motherboards more popular in the high-end market. In addition, the superior heat dissipation performance of black motherboards contributes to the long-term and stable operation of electronic products.
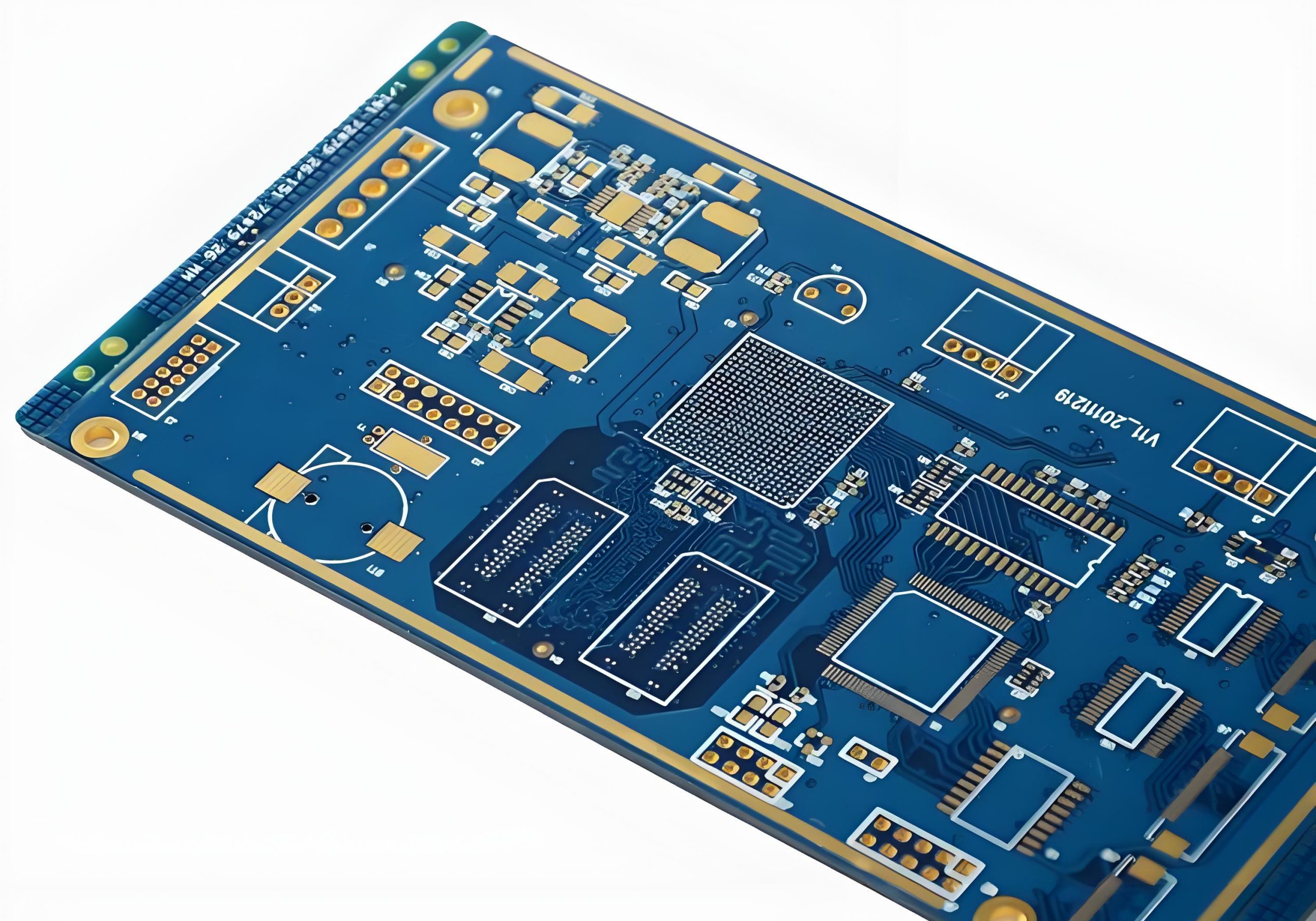
Why are some PCBs blue?
The main reasons for the use of blue PCBs include its good appearance and recognition, high contrast of screen printing, and advantages in specific applications.
First, blue PCBs are often seen as thick boards for labels because they provide significant screen printing contrast. This color is not as visually striking as green, black, or white, but it provides an excellent aesthetic choice. Blue PCBs are particularly advantageous when mounting LCD devices because they do not produce sharp contrasting edges and bright background colors.
In addition, blue PCBs also have their unique advantages in specific applications because they use high-temperature resistant blue photosensitive dyes, and these dyes have good thermal stability and weather resistance, so they are suitable for use in high temperature and harsh environments.
What is the most common color of PCB?
The most common color of PCB is green. Green PCB boards are the most common choice because they have good contrast, making the logos and tracking lines on the board clearly visible, while being less irritating to the eyes and having good recognition effects in production.
Characteristics and application scenarios of different color PCBs
- Green PCBs: the most common and affordable, with good contrast, suitable for most applications.
- White PCBs: look clean and neat in various environments, but easily hide traces and have poor contrast.
- Yellow PCBs: once more common, but with poor contrast with traces and screen printing, they are now less used.
- Blue PCB: has good screen printing contrast, often used for specific brands and products, but it is easy to produce scratches during the production process.
- Red PCB: common in high-end communication equipment and military electronic products, with good thermal stability and weather resistance.
- Black PCB: commonly used in high-end electronic products, such as computer motherboards, graphics cards, etc., but it is difficult to track details.
Reasons why green PCB is popular
- Low cost: Green PCB is the most common in production, and factories usually have a large amount of green paint reserves, which is low cost.
- Eye-friendly: Green is less irritating to the eyes and is not easy to get tired after long-term work.
- Good contrast: The contrast between green PCB and white text is high, which enhances readability.
In short, black PCB has many advantages. Black solder mask has light shielding and good resolution. Its ingredients can resist electromagnetic interference, dissipate heat efficiently, and ensure stable operation of components. Different color PCBs are mainly due to different solder masks. Green is common, the process is mature, and the cost is low. It is mostly used in daily electronic products. Blue, yellow, etc. are both decorative and can be selected as needed, taking into account both electrical performance and appearance.
You may also like





Tags: black pcb, why are some PCBs black