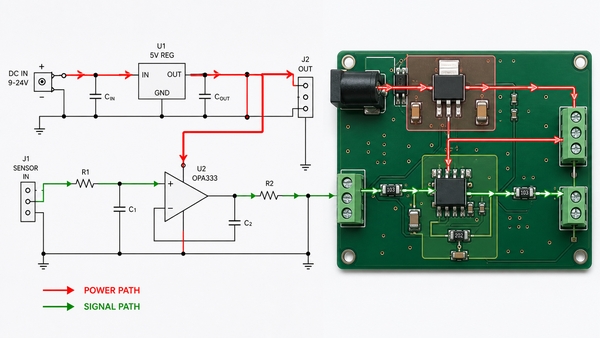
How to read a circuit diagram schematic begins with one principle: a schematic shows electrical relationships, not the physical positions of parts on a PCB. Start by identifying the power source and ground, divide the drawing into functional blocks, follow named nets and signal paths, and then verify component references, values, pin numbers, and page connections. This method works more reliably than trying to read every line from the upper-left corner to the lower-right corner.
What Does a Circuit Diagram Schematic Show?
A circuit diagram schematic shows which component pins are electrically connected and how power, signals, and control functions move through a design. Symbols stand for components, lines and labels identify electrical nets, and reference designators link each symbol to controlled design data.
The drawing is logical rather than physical. Two symbols placed next to each other may be far apart on the finished board. Two points on different pages may be electrically connected by the same net label. A schematic also does not define trace width, copper layer, via structure, component rotation, or exact placement unless that information is added separately.
This distinction prevents a common error: treating the schematic as a map of the PCB. The schematic explains what must connect and why. The PCB layout determines where components, pads, copper traces, planes, and vias are physically implemented.
How Do You Read Schematics Step by Step?
Read schematics by moving from overall purpose to individual connections. The following sequence keeps a complex page manageable:
Confirm the drawing type. Determine whether the file is an electronic schematic, wiring diagram, block diagram, or PCB layout.
Read the title block and notes. Check the sheet name, revision, page references, voltage domains, and drawing conventions.
Locate power entry and ground. Identify input connectors, protection, regulation, power rails, and return references.
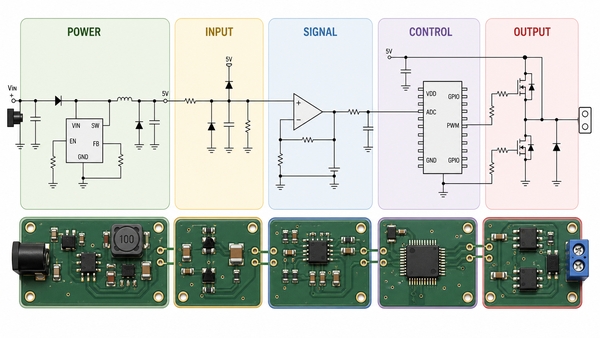
Divide the design into functional blocks. Typical blocks include input protection, power conversion, sensors, analog conditioning, processing, communications, and output drivers.
Choose one signal path. Follow it from its source through each stage to its destination rather than jumping between unrelated nets.
Read symbols together with their fields. Check reference designators, values, part numbers, pin names, and polarity.
Follow named nets and page links. A label can connect distant points without a continuous drawn wire.
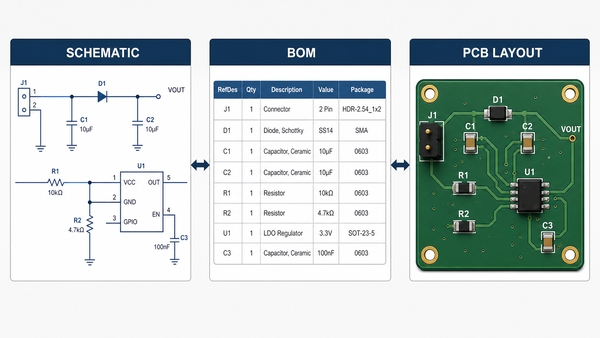
Cross-check supporting files. Compare the schematic with the BOM, datasheets, PCB layout, and assembly information.
Repeat the process for each power rail, interface, and functional signal. A first pass establishes structure; later passes resolve component-level behavior.
Which Circuit Symbols Should You Recognize First?
Begin with the symbols that appear in nearly every electronic schematic: power sources, ground, resistors, capacitors, inductors, diodes, transistors, integrated circuits, connectors, switches, and test points. You do not need to memorize every device variant before reading a basic circuit.
Symbol group
What it tells you
What still needs verification
Power and ground
Supply rails, references, returns, chassis, or earth connections
Voltage, current limit, sequencing, and whether grounds are intentionally separated
R, C, and L
Resistance, capacitance, inductance, filtering, timing, biasing, or energy storage
Value, tolerance, rating, package, and frequency behavior
Diodes and transistors
Polarity, switching, rectification, clamping, amplification, or drive functions
Exact device, pinout, voltage, current, and thermal limits
IC blocks
Functional pins and logical relationships
Datasheet pin functions, supply pins, package mapping, and unused-pin requirements
Connectors
Signals entering or leaving the circuit
Pin numbering, mating view, cable orientation, and external voltage levels
Symbol appearance can vary between IEC and ANSI/IEEE conventions. The existing electrical symbols and electronic symbols chart covers these variants in more detail. Always interpret a symbol with its designator and surrounding circuit rather than by shape alone.
How Do Reference Designators, Values, and Pin Numbers Work?
A reference designator identifies one specific component instance. The letter indicates the component class and the number distinguishes it from other parts of the same class. Common examples include R for resistor, C for capacitor, L for inductor, D for diode, Q for transistor, U for integrated circuit, J for connector, and TP for test point.
The nearby value field explains what that instance is. `R12 10 kΩ` identifies a particular 10-kilohm resistor; `C7 100 nF` identifies a particular capacitor. An IC may show a device name instead of a simple numeric value. Do not assume the field contains every required rating. Voltage rating, tolerance, dielectric, package, manufacturer part number, and approved alternatives may reside in the BOM or component database.
Pin names describe function, while pin numbers connect the logical symbol to the physical package. An IC symbol may group power pins, analog pins, and digital pins for readability, so the displayed order often differs from the package’s clockwise pin order. Verify the symbol-to-footprint pin mapping against the datasheet before using the schematic to diagnose or manufacture a board.
How Do Wires, Junctions, Nets, and Labels Work?
A net is a set of electrically connected pins and conductors. A drawn line normally indicates a connection, while a junction dot marks multiple lines that share the same node. Crossing lines without a dot usually do not connect, although older drawing conventions may use a bridge or other notation. Check the drawing legend when the convention is unclear.
Net labels connect points by name. Every point labeled `3V3` belongs to the same 3.3 V network unless the design tool or hierarchy defines a narrower scope. Labels such as `SCL`, `SDA`, `RESET`, `USB_D+`, or `MOTOR_EN` are often more useful than the visual line because they state the signal’s role.
Hierarchical labels and off-page connectors move signals between sheets. A continuation marker should provide a page, block, port, or net name that can be followed. When a line seems to end without explanation, look for a label before assuming the circuit is incomplete.
How Should You Find Power and Ground?
Start at the power connector, battery, USB input, or other supply source. Follow the path through fuses, reverse-polarity protection, transient suppressors, filters, regulators, and current-sense elements. Record each resulting rail, such as 12 V, 5 V, 3.3 V, 1.8 V, or an isolated supply.
Next, identify the ground references. A design may contain digital ground, analog ground, power ground, chassis ground, protective earth, or an isolated secondary return. They are not automatically interchangeable. Look for explicit connection points, net ties, ferrites, resistors, capacitors, or isolation barriers that define how the references relate.
Power symbols can hide long connections and may also hide IC supply pins in some libraries. Check the component unit and datasheet if an IC appears to have no power pins. A signal can only be interpreted correctly after its voltage domain and reference are known.
How Do You Trace Signal Flow Through a Schematic?
Choose one input and follow it through each functional stage. A sensor signal, for example, may pass through protection, filtering, biasing, amplification, analog-to-digital conversion, digital processing, and an output driver. Read one chain completely before moving to another.
Signal flow is not always left to right. Feedback paths return from an output to an earlier stage; bidirectional buses carry information both ways; differential pairs use two complementary nets; and power-control signals may cross several voltage domains. Arrows, pin names, datasheet block diagrams, and interface standards help determine direction.
At each stage, ask what changes: voltage level, current capability, frequency content, logic state, impedance, or isolation. This turns a line-following exercise into an explanation of circuit behavior.
How Do You Divide a Complex Schematic into Functional Blocks?
Functional blocks reduce a large schematic into smaller circuits with clear inputs and outputs. Begin with obvious anchors such as connectors, regulators, microcontrollers, communication transceivers, sensors, and power switches. Then group the surrounding passive components according to the device they support.
A practical block sequence might be:
power entry, protection, conversion, and distribution;
external inputs and interface protection;
analog filtering, sensing, or amplification;
processor, memory, clock, and reset;
communications and level translation;
output drivers, loads, and connectors.
After identifying the blocks, trace the nets that cross their boundaries. These interfaces reveal the system architecture more quickly than reading every local bypass capacitor or pull resistor first.
How Do You Read Multi-Sheet and Hierarchical Schematics?
Multi-sheet designs use hierarchy to prevent one page from becoming unreadable. A top sheet may show major blocks as sheet symbols, while lower-level sheets contain their detailed circuits. Ports on the parent sheet must correspond to hierarchical labels on the child sheet.
Use the sheet index, page references, and net names as navigation tools. Global labels may connect all sheets, while local labels may apply only inside one sheet or hierarchy level. The exact scope depends on the EDA system and project settings.
Also check repeated channels. One amplifier or sensor block may be instantiated several times with different reference designators. Confirm which channel you are tracing and whether shared power, reference, or control nets affect every instance.
How Is a Schematic Different from a Wiring Diagram and PCB Layout?
A schematic emphasizes electrical function. A wiring diagram emphasizes physical terminals, wire colors, harness routes, and installation connections. A PCB layout implements the schematic as footprints, placement, copper, vias, planes, mechanical outlines, and fabrication layers.
Document
Main question answered
Typical information
Schematic
What is electrically connected and how should the circuit work?
Symbols, pins, nets, values, labels, and functional relationships
Wiring diagram
How are physical devices or terminals wired together?
Wire numbers, colors, connectors, terminal blocks, routes, and harness details
PCB layout
How is the electronic circuit physically built on the board?
Footprints, placement, traces, vias, planes, stack-up, and mechanical constraints
Use the correct document for the task. A schematic can reveal that two pins share a net, but it cannot show whether a copper trace is damaged. A PCB layout can show where the trace runs, but it may not explain the intended signal behavior as clearly as the schematic.
How Do You Read a Simple LED Circuit Step by Step?
Consider a DC source connected to a current-limiting resistor, an LED, and ground. First identify the supply voltage and its return. Next check LED polarity: conventional current enters the anode and leaves the cathode. Then read the resistor value and verify that it limits current to an appropriate level for the selected LED and supply.
Trace the closed path: positive supply → resistor → LED → ground or negative return. If a transistor controls the LED, separate the load path from the control path. The transistor may switch LED current while a GPIO drives its base or gate through another resistor. A pull-down or pull-up sets a known state when the controller output is inactive.
This example demonstrates the full method on a small circuit: identify power, recognize symbols, read values and polarity, trace the active path, and distinguish control from load current.
Which Schematic Reading Mistakes Can Cause PCB Problems?
The most consequential errors are usually connection or mapping errors rather than unfamiliar symbols.
Missing a junction: a connected node is treated as two separate nets, or crossing lines are incorrectly joined.
Ignoring polarity: a diode, LED, electrolytic capacitor, or polarized connector is interpreted backward.
Confusing pin names and numbers: the logical function is assigned to the wrong package pad.
Overlooking global labels: distant points on the same rail are treated as unrelated.
Assuming ground symbols are identical: isolated, chassis, analog, and power returns are joined incorrectly.
Reading the symbol without the datasheet: device-specific pin behavior, ratings, or unused-pin rules are missed.
Assuming schematic position equals PCB position: troubleshooting begins in the wrong physical area.
Each interpretation should be checked against the design revision being used. A correct reading of an obsolete schematic can still lead to an incorrect conclusion about the current board.
How Do You Compare a Schematic with the BOM and PCB Layout?
Use the reference designator as the common key. The schematic identifies the function and connections of `U1`; the BOM identifies its approved part and package; the PCB layout identifies its physical footprint, orientation, and copper connections.
Check that every populated schematic reference has a corresponding BOM entry and footprint. Verify that symbol pin numbers match footprint pad numbers. Confirm polarized footprints, connector views, pin 1 markers, and multi-unit components. For net checks, select a schematic net and verify that the same net connects the intended pads in the layout.
This cross-check is especially important before PCB assembly, because the schematic, BOM, placement data, and board layout must describe the same revision. EBest Circuit (Best Technology) uses engineering review to identify inconsistent component references, polarity information, footprint assignments, and production data before assembly begins.
FAQ About Reading Circuit Diagram Schematics
Can ChatGPT read electrical schematics?
AI can help identify common symbols, summarize functional blocks, and explain likely signal paths when the schematic is clear. It can still misread small labels, junction dots, pin numbers, or device-specific behavior. Verify every conclusion against the original high-resolution drawing, datasheets, netlist, and controlled design files.
How hard is it to read schematics?
Basic schematics become manageable after learning common symbols, nets, designators, power references, and a consistent reading sequence. Complex mixed-signal, RF, power, or multi-sheet designs require more circuit knowledge and careful datasheet review.
Do you read every schematic from left to right?
No. Many schematics are arranged approximately from input to output, but feedback, power distribution, buses, and hierarchical connections break that pattern. Start with functional blocks and follow one named path at a time.
What does a dot on crossing schematic lines mean?
A dot normally indicates an electrical junction. Crossing lines without a dot normally do not connect, but older drawings may use different conventions. Check the legend and nearby examples before deciding.
Why do IC pins appear out of numerical order?
Schematic symbols often group pins by function to improve readability. The physical package still follows its numbered pad arrangement, so the symbol pin numbers must be checked against the datasheet and footprint.
What should you check first on an unfamiliar schematic?
Check the title, revision, sheet structure, power inputs, ground references, main connectors, and major ICs. These elements reveal the circuit’s purpose and provide stable starting points for tracing individual signals.
Conclusion
How to read a circuit diagram schematic becomes much easier when the drawing is treated as a network of functional blocks rather than a page of unrelated symbols. Find power and ground, follow one signal path at a time, use net labels and page references, and verify every designator, value, pin, and footprint against the supporting files.
EBest Circuit (Best Technology) supports PCB fabrication and PCBA assembly with engineering review of schematics, BOMs, Gerber or ODB++ data, component placement, polarity, footprints, and manufacturing consistency. For PCB or PCBA support, contact sales@bestpcbs.com.
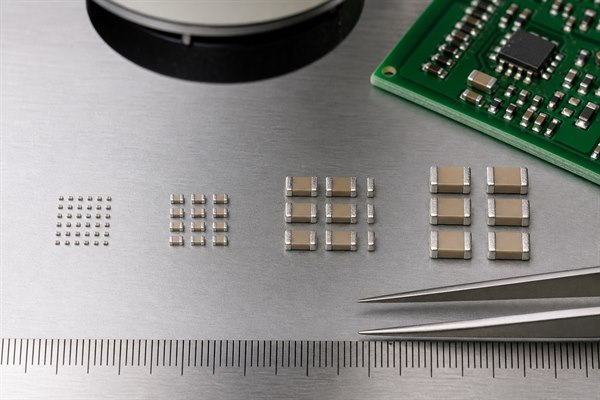
The imperial 01005 component size is nominally 0.4 × 0.2 mm, or about 0.016 × 0.008 in. It is commonly identified by the metric code 0402. The code describes the body outline, not a universal height, land pattern or stencil opening. Each part number still requires its own manufacturer drawing and an assembly-specific design review.
Within the broader family of surface-mount electronic components, the 01005 component size saves valuable board area but narrows the printing, placement and inspection window. A workable release must connect the package code with footprint design, solder paste transfer, placement accuracy, reflow control and finished-joint verification.
What Is the 01005 Component Size?
The nominal 01005 component size is 0.4 mm long by 0.2 mm wide. Converting those values gives approximately 0.0157 × 0.0079 in, commonly rounded to 0.016 × 0.008 in. Although 01005 is treated as an imperial EIA package name, its digits should not be used as literal finished dimensions. The manufacturer drawing remains the dimensional authority.
Attribute
Nominal Value
Design Use
Required Verification
Body length
0.4 mm; about 0.016 in
Library body outline and courtyard
Part-number drawing and tolerance
Body width
0.2 mm; about 0.008 in
Placement clearance and orientation
Maximum body width
Metric code
0402M, commonly written 0402 metric
BOM and package identification
Unit system stated by supplier
Body height
Part-number dependent
Courtyard, nozzle and enclosure checks
Manufacturer maximum-height value
Termination geometry
Part-number dependent
Land length and solder-joint shape
Termination length, width and wrap
Do not convert the nominal body size into a finished-pad specification by applying a fixed percentage. Capacitors, resistors and specialty passives within the same outline can have different termination lengths and height tolerances. The component drawing, land-pattern recommendation and assembler capability must be reviewed as one data set.
A nominal size also hides meaningful part-level variation. For example, one current 01005 capacitor specification lists a 0.40 ±0.02 mm length, 0.20 ±0.02 mm width and 0.20 ±0.02 mm thickness, while a 01005 inductor can be 0.30 mm thick. Record maximum dimensions and termination limits in the component library so enclosure clearance, nozzle selection and solder-joint geometry are based on the approved MPN rather than the family name.
How Do Imperial 01005 and Metric 0402 Codes Differ?
In standard passive-package references, the imperial 01005 component size and metric 0402M normally identify the same nominal 0.4 × 0.2 mm family. Suppliers also write the metric code as 0402, so the unit system must be stated. Confusion occurs because “0402” in an imperial catalog identifies a much larger 1.0 × 0.5 mm component.
Code
Unit System
Nominal Body
Common Equivalent
01005
Imperial
0.016 × 0.008 in
Metric 0402M
0402M
Metric
0.4 × 0.2 mm
Imperial 01005
0402
Imperial
1.0 × 0.5 mm
Metric 1005
Remove the ambiguity at three release points. State the unit system in the component library name, include the manufacturer part number in the BOM, and confirm the body dimensions in the approved drawing. A library name such as “0402” without “metric” or “imperial” is not sufficient for purchasing, programming or incoming inspection.
Carry the same convention into the assembly package. The centroid file, feeder setup sheet and inspection program should use a package identifier that agrees with the BOM and ECAD library. Before production, compare one physical reel label with the approved drawing and machine package record. This simple cross-check catches a unit-code error before the wrong feeder, nozzle, land pattern or inspection window is applied.
How Does 01005 Compare with 0201, Imperial 0402 and 008004 Components?
When the 01005 component size is compared with adjacent passive packages, it sits between the smaller 008004 family and the larger imperial 0201 family. Reducing size releases routing and placement area, but it also reduces terminal area, paste volume and visible inspection features. The comparison must therefore include assembly controls, not body dimensions alone.
Package
Metric Code
Nominal Body
Nominal Body Area Ratio
Relative Process Demand
Typical Decision
008004 imperial
0201M
0.25 × 0.125 mm
0.390625×
Highest of these four
Use only after equipment and process validation
01005 imperial
0402M
0.4 × 0.2 mm
1×
Higher than 0201 and 0402 imperial
Use where density justifies tighter process control
0201 imperial
0603
0.6 × 0.3 mm
2.25×
Lower than 01005 under comparable conditions
Prefer when board area and electrical needs allow
0402 imperial
1005
1.0 × 0.5 mm
6.25×
Lowest of these four under comparable conditions
Use for easier assembly, inspection and rework
The body-area ratios are mathematical comparisons of nominal length multiplied by nominal width: 0.390625×, 1×, 2.25× and 6.25×. They do not represent the required PCB land pattern or predict routing savings directly. The relative process-demand column assumes comparable component types, equipment and assembly conditions; actual capability must be verified for the selected part and production line.
Use the comparison as a screening tool, not an automatic instruction to choose the smallest option. If 0201 or imperial 0402 meets the enclosure and routing target, it usually offers more visible solder features and a less restrictive handling window. Move to the 01005 component size when the recovered placement area, shorter connection or package availability creates a project-level benefit that can justify tighter printing, inspection and rework controls.
Why Are 01005 Components Used in High-Density Electronics?
The 01005 component size reduces passive-component area where product size, interconnect length or component count limits the layout. Its value is greatest when the released area produces a measurable board-level benefit rather than a smaller footprint in isolation.
More functions in a fixed outline: smaller bypass, bias and filtering components can free surface area for ICs, shielding, connectors or test access.
Shorter local connections: placing decoupling components close to an IC power pin can reduce loop length and parasitic inductance, provided the via and plane connection remain well designed.
Reduced module size: wearables, mobile products, hearing devices, cameras and compact wireless modules often have strict enclosure limits.
Dense routing options: the smaller courtyard may create additional escape channels, although the finished pad and solder-mask rules determine the actual gain.
Lower individual component mass: low mass can help placement stability, but paste imbalance and wetting asymmetry still make tombstoning possible.
The trade-off is process cost. Finer paste, tighter stencil and placement control, more capable inspection, feeder management and lower rework yield can outweigh the board-area saving. A practical selection compares the value of the recovered area with the added assembly risk and verification effort.
Quantify the 01005 component size decision on the real layout. Compare the candidate packages by total occupied courtyard, number of released routing channels, distance from the passive to the connected pin, required layer count and accessible test area. Also estimate whether the assembler must introduce a new stencil strategy, feeder type or inspection recipe. A smaller body that does not reduce the board outline or layer count may deliver little commercial benefit.
What Should Be Checked Before Selecting a 01005 Component?
Select the exact part number before finalizing a footprint around the 01005 component size. A size code does not confirm electrical rating, tolerance, temperature behavior, availability, height or termination construction. Use the following sequence to prevent a mechanically correct package from becoming an electrical or supply-chain problem.
Confirm the electrical requirement. Check resistance or capacitance value, tolerance, voltage, power, temperature coefficient, frequency behavior and aging where applicable.
Review derating. A tiny resistor or capacitor may fit the schematic but lack the voltage, power or capacitance stability required at operating temperature and bias.
Lock the package drawing. Record maximum length, width and height plus termination geometry, not only the nominal 01005 body size.
Check approved land guidance. Compare the supplier recommendation with the PCB fabricator’s finished-copper tolerance and the assembler’s proven footprint.
Verify machine compatibility. Confirm feeder type, nozzle, vision recognition, component-height range, placement accuracy and minimum supported part size.
Review finish and storage. Confirm termination finish, moisture or packaging requirements, shelf-life controls and traceable lot information.
Assess sourcing resilience. Check lifecycle status, lead time, minimum order quantity, reel quantity and continuity of supply.
Plan inspection and rework. Define how paste, placement and hidden fillets will be verified before committing to production volume.
The 01005 component size selection record should identify the approved MPN, drawing revision, electrical derating basis, package dimensions, termination finish, reel format, approved source and lifecycle status. Add a documented response for shortages or end-of-life notices so purchasing knows when to pause release and escalate the supply risk. This converts the checklist into a controlled release rather than an informal design note.
How Should a 01005 Component Footprint and Pad Size Be Designed?
A reliable footprint for the 01005 component size begins with the supplier’s land recommendation and is then adjusted to the proven PCB and assembly process. There is no universal 01005 component pad size that applies to every resistor, capacitor, finish and soldering process.
Import the maximum component geometry. Use body and termination tolerances from the exact drawing to define toe, heel and side relationships.
Choose the land-pattern objective. Decide whether the priority is minimum area, maximum process margin, high component density or easier inspection.
Set finished copper dimensions. Specify the land at the finished condition and account for etch bias, copper thickness and registration capability.
Calculate pad-to-pad spacing. Check the inner gap against termination positions, solder bridging risk and the assembler’s paste-release window.
Define solder-mask geometry. Verify the opening clears both pads at worst-case registration while leaving a manufacturable mask web to adjacent features.
Control trace entry. Route symmetrically where possible and avoid unequal copper heat sinks that can drive uneven wetting or tombstoning.
Protect the courtyard. Include placement tolerance, neighboring-component clearance, nozzle access and optical inspection line of sight.
Run fabrication and assembly DFM. Review Gerber or ODB++ copper, mask and paste layers together rather than approving each layer independently.
Validate on representative hardware. Use first-article paste and joint data to confirm the selected footprint before volume release.
For dense arrays, check local copper balance and board support as carefully as nominal pad dimensions. Solder-mask registration, panel stretch and board warpage can shift the effective process window across the panel. Record the approved land pattern and prevent uncontrolled library substitutions on repeat builds.
A complete footprint release package should show finished copper length and width, inner gap, mask opening, paste aperture, trace-entry direction, courtyard and reference origin. Include the fabrication tolerance assumptions used in the DFM review. During first-article inspection, measure representative lands and mask clearances at the panel center and edges, then compare the results with the approved geometry before accepting the library for repeat builds.
How Should Stencil Apertures and Solder Paste Be Set for 01005 Components?
Stencil design for the 01005 component size must deposit repeatable, balanced paste volumes on both pads. The correct aperture depends on pad area, stencil thickness, aperture aspect ratio, paste particle distribution, stencil coating, release behavior and neighboring packages. A single stencil thickness chosen for the largest component can overload or starve the 01005 deposits.
Start from the approved paste layer. Match each aperture to the finished land and required solder volume, not to the nominal component body.
Check area ratio and release. Confirm that aperture opening area relative to wall area supports consistent transfer for the selected stencil thickness.
Use suitable paste. Select a particle distribution and flux system proven for the aperture size, storage conditions, print interval and reflow atmosphere.
Balance left and right deposits. Keep aperture area, stencil-wall condition and local board support consistent to reduce wetting imbalance.
Separate mixed-package needs. Use local step-down, aperture reduction or another validated method when larger parts require substantially more paste.
Control the print process. Set squeegee speed, pressure, separation, understencil cleaning and paste replenishment from measured transfer results.
Verify with SPI. Measure volume, height, area, offset and left-to-right balance; use process capability trends instead of pass/fail inspection alone.
Do not publish a universal 01005 stencil thickness or paste type without knowing the assembler’s equipment and validation data. The useful specification is the controlled deposit window and its measured stability. Trial boards should include representative copper density, board support and neighboring components because isolated coupons can print differently from the product panel.
Define the print acceptance plan before the trial. Record aperture dimensions, stencil thickness, paste lot, time out of refrigeration, print count, cleaning interval and SPI results by panel location. Review average deposit volume together with variation and left-to-right balance; a good average can conceal unstable individual deposits. If mixed packages share the stencil, confirm that changes made for the 01005 component size do not starve connectors, thermal pads or other high-volume joints.
How Are 01005 Components Placed and Reflowed?
For the 01005 component size, verify reel presentation, approve the paste print, use a suitable feeder and nozzle, calibrate vision, and control placement force before running a measured board-level reflow profile. These operations must remain connected so component recognition, paste condition, placement accuracy and thermal balance stay within one verified process window.
Verify incoming reels. Confirm part number, package code, orientation, tape dimensions, lot traceability and storage status before loading.
Prepare stable board support. Support the panel beneath dense or thin regions so printing and placement do not flex the board.
Approve the first print. Use SPI to confirm deposit volume, offset and left-to-right balance at several panel locations.
Load a suitable feeder and nozzle. Check pocket presentation, pickup height, nozzle condition, vacuum level and component release.
Program vision from the real part. Teach the correct body and termination contrast; reject rotated, doubled, damaged or poorly centered pickups.
Control placement force and height. Excess force can squeeze paste or damage the component, while insufficient travel can leave the part unstable on the deposits.
Minimize process delay. Control the time between printing, placement and reflow to limit paste drying, slumping and contamination.
Profile the populated assembly. Measure the board, not only oven settings, and meet the paste supplier’s thermal window without overheating sensitive components.
Correlate post-reflow results. Link AOI findings with SPI, placement and profile data so defects lead to a specific process correction.
Ramp rate, soak behavior, time above liquidus and peak temperature must be validated for the solder paste and the complete assembly. Thermal symmetry around each land matters: unequal pad connection, copper area or shielding can make one termination wet earlier and pull the component upright.
Release production from a representative first article, not from machine setup screens alone. Sample multiple panel locations and review SPI, pickup rejects, placement offsets, AOI defects and electrical-test results together. Preserve the approved machine program, feeder assignment, nozzle reference and measured thermal profile under revision control. Repeat the validation after a stencil, paste, component source, panelization or major machine-program change.
Which Defects Occur During 01005 Assembly and How Can They Be Prevented?
The principal defects for the 01005 component size are tombstoning, open joints, solder bridges, component skew, solder balling and missing components. Prevent them by linking each defect to measured paste volume, placement records, thermal behavior and inspection evidence before changing the process.
Defect
Likely Cause
Evidence
Prevention
Tombstoning
Unequal paste, wetting timing or thermal mass
SPI imbalance, orientation trend, profile data
Balance deposits, pad connections and heating
Open joint
Insufficient transfer, offset or poor wetting
Low SPI volume, AOI indication, electrical open
Improve release, alignment, finish and paste condition
Bridge
Excess paste, slumping or inadequate spacing
Paste spread, adjacent-joint connection
Reduce deposit, stabilize print and review land gap
Skewed component
Placement offset, disturbed paste or asymmetric wetting
Pre-reflow placement data and post-reflow position
Calibrate vision, support board and balance geometry
Solder balling
Paste outside land, rapid heating or contamination
Ball location, print image and thermal record
Control aperture, cleanliness and profile
Component loss
Poor pickup, nozzle contamination or transfer shock
Placement-machine pickup and reject logs
Maintain feeder/nozzle and verify vacuum settings
Use defect location and frequency to separate systematic from random causes. A repeated defect in one orientation can indicate thermal or routing asymmetry; a panel-edge trend can point to support or print separation; intermittent defects across feeders can indicate reel presentation or nozzle contamination. Preserve traceability between PCB panel, paste lot, reel lot, machine program and inspection record.
Close the loop with a defect Pareto by type, location, orientation, feeder and time period. Change one controlled variable at a time and confirm the result on another representative run. For example, an open-joint cluster with low SPI volume calls for a printing investigation, while normal deposits combined with placement offsets point toward vision, feeder or board-support control. Record the verified cause and corrective action in the repeat-order process plan.
How Should 01005 Solder Joints Be Inspected and Reworked?
For the 01005 component size, inspect solder joints with SPI before placement, placement-machine records, post-reflow AOI and appropriate electrical testing; use X-ray or destructive analysis only when the investigation requires it. Perform rework under magnification with a qualified thermal method, then verify pad integrity, alignment and electrical function.
Inspect paste before placement. SPI measures deposit volume, area, height and offset while the process can still be corrected without scrapping populated boards.
Review placement data. Use pickup, recognition and placement logs to identify feeder, nozzle or vision trends.
Run post-reflow AOI. Use suitable lighting and magnification to assess presence, alignment, polarity where relevant, solder bridging and visible fillet condition.
Apply X-ray selectively. X-ray can support investigation of hidden solder distribution, but resolution, contrast and interpretation must be proven for the tiny joint.
Perform electrical tests. Continuity, in-circuit or functional tests detect opens and shorts that optical inspection may miss, although they may not expose a mechanically weak joint.
Escalate analysis for recurring defects. Microsectioning or controlled destructive analysis can identify wetting, intermetallic, pad and crack conditions when production evidence is inconclusive.
Qualify the rework method. Define magnification, tool size, flux, heating, component handling, pad cleaning and maximum exposure before touching a production board.
Verify after rework. Inspect pad integrity and alignment, repeat relevant electrical tests and record the replaced part and rework history.
Manual soldering with a conventional iron gives poor control at this scale. Local hot-air or other precision methods may still move neighboring components or overheat the laminate. If the board cannot be reworked repeatably without collateral damage, the acceptance plan should favor early process detection and controlled board replacement.
Set 01005 component size acceptance criteria before inspectors review production images. Define what constitutes missing, skewed, bridged or insufficient joints, how electrical failures are escalated and when destructive analysis is justified. The rework instruction should also limit repeat heating and identify adjacent components that require protection or reinspection. Track reworked boards separately so recurring repairs do not hide an unstable printing or placement process.
FAQs About 01005 Components
Q1: Do 01005 resistors and capacitors carry readable value markings? A1: Usually not. The body is too small for a practical printed value code. Identification therefore depends on the labeled reel, manufacturer part number, feeder position and production traceability. Once parts are removed from controlled packaging, visual appearance alone is not a reliable way to recover their value or rating.
Q2: Can a 01005 component be rotated 90 degrees in the layout? A2: Rotation is electrically acceptable for many nonpolar passives, but it can change assembly behavior. Check routing symmetry, local copper mass, paste-print direction, placement-machine recognition and AOI programming. On a dense panel, one orientation may show a different tombstoning rate, so validate the actual board instead of assuming orientation has no effect.
Q3: Do 01005 components require special packaging? A3: They require carrier tape and reels that the selected feeder can present consistently. Pocket geometry, cover-tape peel, component movement and static control affect pickup reliability. Confirm the packaging specification at the part-number level and preserve reel labels for lot traceability; loose handling is unsuitable for routine production.
Q4: Why can 01005 components cling to tweezers, nozzles or nearby surfaces? A4: Their extremely low mass makes static charge, flux residue and surface contamination more influential. Use grounded ESD controls, clean tools, controlled handling and equipment settings suited to the package. If parts repeatedly remain on a nozzle, inspect the nozzle surface, vacuum release, feeder presentation and environmental conditions.
Q5: Are 01005 components suitable for prototypes? A5: Yes, when the prototype is built on production-representative equipment. A hand-assembled prototype may prove circuit function but cannot validate paste transfer, placement yield or reflow stability. If volume production will use 01005 parts, include representative panels, stencils, feeders, inspection and test records in the prototype plan.
Q6: How should unused 01005 reels be stored? A6: Follow the component supplier’s packaging, humidity, temperature, ESD and shelf-life instructions. Keep the original label and lot identity, protect the tape from bending and contamination, and record exposure when required. Storage rules can differ among resistor, capacitor and specialty-part families even when the outline is identical.
Q7: Can 01005 parts be placed on both sides of a PCB? A7: Yes, but the second reflow and board-handling plan must be qualified. Check whether first-side components remain secure, whether support tooling contacts populated areas, and whether board warpage changes print or placement accuracy. The complete two-sided sequence should be included in the assembly trial.
Q8: Does conformal coating work over 01005 components? A8: It can, provided coating coverage and cleanliness are controlled. Dense spacing can trap flux residue, bubbles or excess coating around tiny components. Confirm compatibility with the component, solder mask and finish, then inspect representative coated assemblies for coverage, bridging of keep-out areas and repairability.
Q9: Should spare 01005 components be included in the BOM quantity? A9: Yes, the purchasing quantity should include process attrition. Feeder setup, leader requirements, machine verification and rejected pickups consume parts before good assemblies are completed. Agree the attrition rule with the assembler using reel format, build quantity and placement history rather than applying an arbitrary percentage.
Q10: What data should be sent for an accurate 01005 assembly review? A10: Send Gerber or ODB++, BOM with manufacturer part numbers, centroid data, assembly drawings and panel information. Add quantity, solder-paste requirements, test scope, inspection criteria and any reliability conditions. Complete data allows footprint, stencil, feeder, placement, reflow and inspection risks to be reviewed together.
The 01005 component size can provide meaningful density when the PCB footprint, printing, placement, reflow and inspection controls are qualified as one assembly process. For an engineering review and quotation, contact EBest Circuit at sales@bestpcbs.com. Send your Gerber or ODB++ files, BOM, centroid data, assembly drawing, order quantity, delivery target and test requirements so the team can evaluate the footprint, stencil, placement and inspection plan.
A custom number pad PCB combines the key-switch circuit, controller, interface and optional lighting or wireless functions in a board shaped for a specific keypad. Releasing it for production requires four matching elements: switch footprints aligned with the plate and enclosure, firmware mapped to the matrix, a verified USB or wireless interface, and repeatable functional-test criteria.
EBest Circuit supports custom number pad PCB prototyping, fabrication and assembly for projects that need USB-C, hot-swap sockets, programmable keys or wireless functions. Send your layout, Gerber files, BOM, firmware requirements, mechanical drawings and order quantity to sales@bestpcbs.com for a manufacturability review and quotation.
What Is a Custom Number Pad PCB and How Does It Work?
A custom number pad PCB detects key presses through a switch matrix, converts them into commands and sends those commands to a computer or host system. The board can be a simple wired numeric keypad, a programmable macro pad, a wireless data-entry device or part of an industrial control panel.
Most designs arrange switches into rows and columns. When a key closes, the controller identifies the connected row and column. A diode at each switch controls current direction and reduces ghosting when several keys are pressed. Firmware then maps that switch position to a number, command, shortcut or macro.
The PCB locates switches, stabilizers, LEDs, encoders, displays, connectors and mounting holes. Electrical and mechanical design must therefore be checked together: a working circuit can still fail assembly if the USB connector misses the enclosure opening or a socket collides with a mounting boss.
During a key scan, the controller drives one matrix line at a time and reads the others. Firmware filters contact bounce, applies the selected key map and sends the resulting USB or wireless report. This signal path creates four separate verification points: switch continuity, diode direction, matrix coordinates and host output. Checking all four makes it possible to distinguish a soldering fault from a routing or firmware error.
Which Custom Number Pad PCB Type Fits Your Application?
Custom number pad PCBs are best classified by system architecture: wired fixed-function, wired programmable, wireless programmable or host-integrated industrial. Hot-swap sockets are a switch-mounting option that can be added to wired or wireless programmable designs, not a separate PCB class.
System Architecture
Host Connection
Control and Switch Options
Best Fit
Main Trade-Off
Wired fixed-function
USB-C or fixed cable
Preset key map; soldered switches are typical
Stable numeric entry with no user remapping
Simple to control, but later function changes require firmware or hardware revision
Wired programmable
USB-C
QMK, VIA or custom firmware; soldered or hot-swap switches
Macros, layers, shortcuts and configurable input
Requires controller compatibility, programming access and firmware control
Wireless programmable
Bluetooth or other selected radio
Programmable control; soldered or hot-swap switches
Portable or cable-free products
Adds antenna, battery, charging, sleep-current and regulatory requirements
Host-integrated industrial
USB, serial or host-specific interface
Fixed or programmable functions matched to the host system
Equipment panels, terminals and access-control interfaces
Connector retention, ESD strategy and acceptance tests are application-specific
Choose the architecture first, then specify soldered or hot-swap switches, lighting, encoders and displays as options within that architecture. This prevents overlapping features from being treated as incompatible PCB types.
What Should Be Defined Before Starting a Custom Numpad PCB Design?
Define the product requirements before drawing the schematic because key count, layout, connection, firmware and enclosure decisions control the entire board. A written input sheet prevents late changes that alter footprints, controller pins, board outline or assembly cost.
Lock the key layout. Record the number of keys, key-unit spacing, rotated switches, stepped keys, 2U keys and any nonstandard left-hand arrangement.
Select the switch system. Define soldered or hot-swap switches, switch family, plate-mounted or PCB-mounted construction and required stabilizers.
Define user functions. List numeric input, shortcuts, layers, custom macros, rotary encoders, displays, RGB lighting and status indicators.
Choose the connection. State whether the product uses USB-C, a fixed cable, Bluetooth or another host interface.
Set the power architecture. Identify USB power, battery type, charging method, sleep behavior and the maximum expected LED load.
Freeze the mechanical envelope. Provide the board outline, mounting points, connector opening, plate file, enclosure model and maximum component heights.
Define firmware ownership. Confirm who supplies the source code, compiled firmware, key map, bootloader and programming instructions.
Define production acceptance. Specify which electrical, programming, key, LED, wireless and current tests determine whether an assembled board passes.
How Should a Custom Number Pad PCB Switch Matrix Be Designed?
Design the switch matrix from the physical key map, required simultaneous-key behavior, available GPIO pins and firmware scan direction. A 4 × 5 matrix supports 20 positions with nine row-and-column signals, reducing pin use compared with direct wiring while keeping each key individually identifiable.
Create a physical key map. Give every switch a reference designator and record its row, column, key size and firmware position. Include encoders, layer keys and any alternate-layout positions so no input is assigned only in firmware.
Choose practical matrix dimensions. Select row and column counts that fit the controller’s available GPIO pins and produce clear routing. Compare candidate arrangements before fixing the schematic; a balanced matrix is not useful if it creates long crossings around the connector, LEDs or mounting holes.
Confirm the scan direction. Decide whether firmware drives columns and reads rows or drives rows and reads columns. Use the same direction in the schematic net names, diode orientation and firmware configuration.
Use one diode per key for multi-key operation. Per-key diodes prevent unintended current paths when several switches close at once. Match the diode footprint polarity mark, assembly drawing and firmware setting so correctly soldered parts cannot be installed in the wrong direction.
Separate matrix and lighting circuits. Keep row and column routes away from LED power switching, high-current RGB paths and noisy regulators where practical. Provide stable return paths and follow the controller reference design for pull resistors, reset and interface protection.
Provide diagnostic access. Add accessible row, column, power, reset and programming points when fixture testing or fault isolation is required. Test access allows an open switch, reversed diode or broken matrix trace to be located without probing under installed switches.
Control debounce and scan behavior in firmware. Verify that the scan rate, debounce method, layer handling and simultaneous-key behavior match the intended use. Test normal typing, held keys, rapid repeated input and required key combinations on the assembled prototype.
Cross-check all released files. Compare switch references, net names, matrix coordinates, diode direction and controller pins across the schematic, PCB and firmware definition. Generate a matrix verification sheet that states the expected host output for every physical key.
Typical failures include swapped key positions, a complete dead row or column, ghost inputs and keys that work only in one firmware build. Diagnose them in order: check switch continuity, diode polarity, row and column continuity, controller pin assignment and final key-map output. This sequence separates assembly defects from PCB routing and firmware errors.
How Should USB-C and Wireless Connectivity Be Designed for a Custom Numpad PCB?
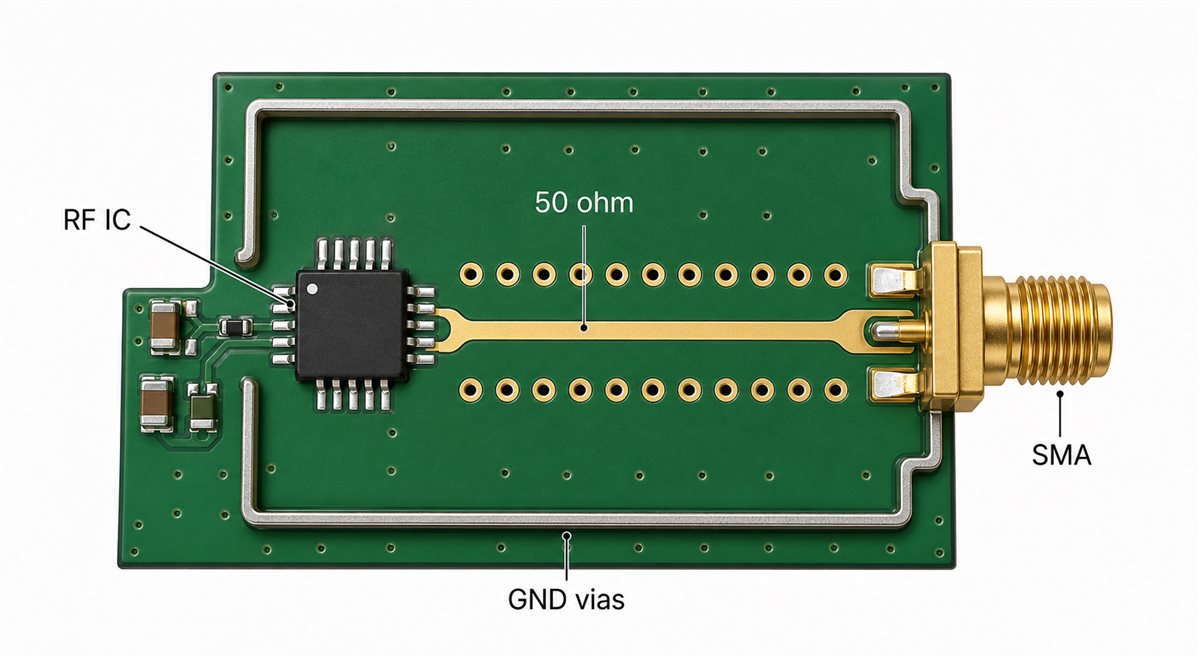
USB-C and wireless designs require different power, protection, placement and test plans. USB-C prioritizes connector anchoring, correct USB-C pin configuration, ESD protection and data routing. Wireless designs add antenna clearance, battery safety, charging control and low-power firmware.
USB-C Numpad PCB Design
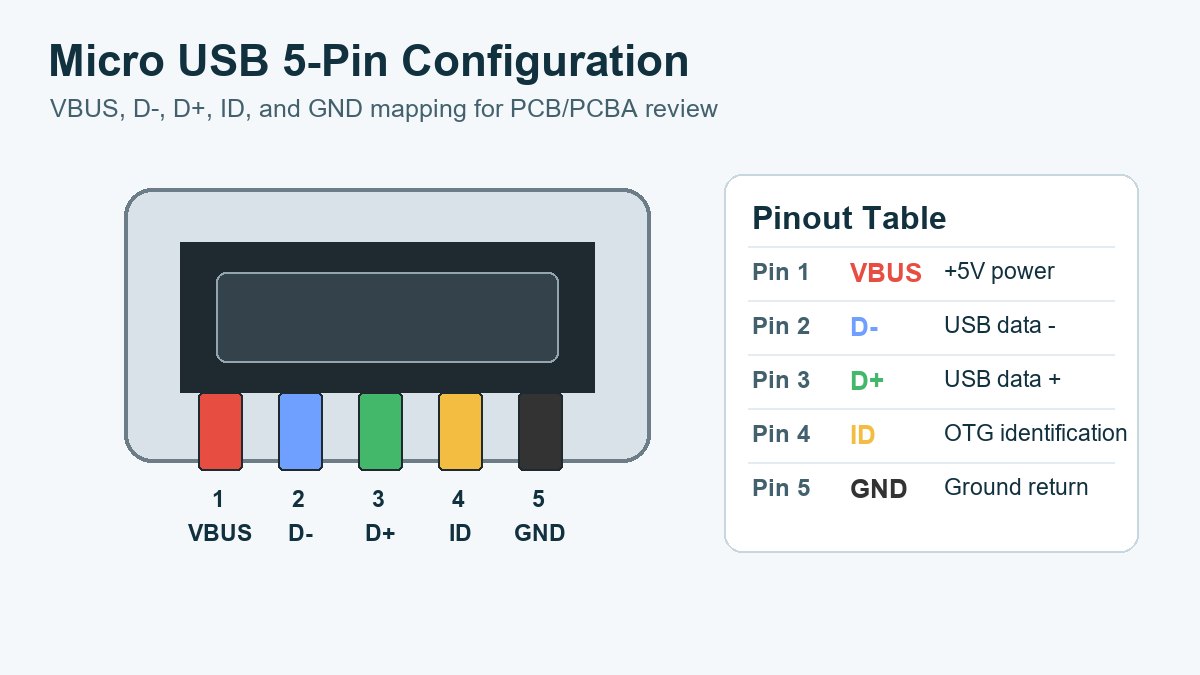
Define the USB-C device role. A typical wired numpad is a USB 2.0 peripheral that receives 5 V from the host, so configure it as an upstream-facing port and power sink. Unless a USB-C or power-delivery controller requires another implementation, connect separate 5.1 kΩ Rd pull-down resistors from CC1 and CC2 to ground so the numpad is detected in either plug orientation. Do not use Rp pull-ups, which advertise a power-source role.
Join the duplicated USB 2.0 contacts correctly. On a full USB-C receptacle, connect A6 and B6 to the same D+ net and A7 and B7 to the same D− net close to the connector, then route D+ and D− as one differential pair to the controller. Verify the exact receptacle pinout because connector symbols and reduced-pin USB 2.0 receptacles can differ.
Control the connector mechanically. Position the receptacle from the final enclosure datum. Verify shell tabs, locating posts, insertion direction, cable clearance, board-edge distance and support against repeated cable force.
Protect power and data lines. Place suitable ESD protection close to the receptacle, provide a defined shield connection and size the VBUS path for the intended current. Keep protection-device stubs and the D+/D− route short.
Route the data pair consistently. Keep D+ and D− together over a continuous reference path, minimize branch length where the duplicated contacts join, avoid unnecessary vias and do not cross plane gaps. Review the controller reference design, receptacle breakout and ESD-device layout before fixing the route.
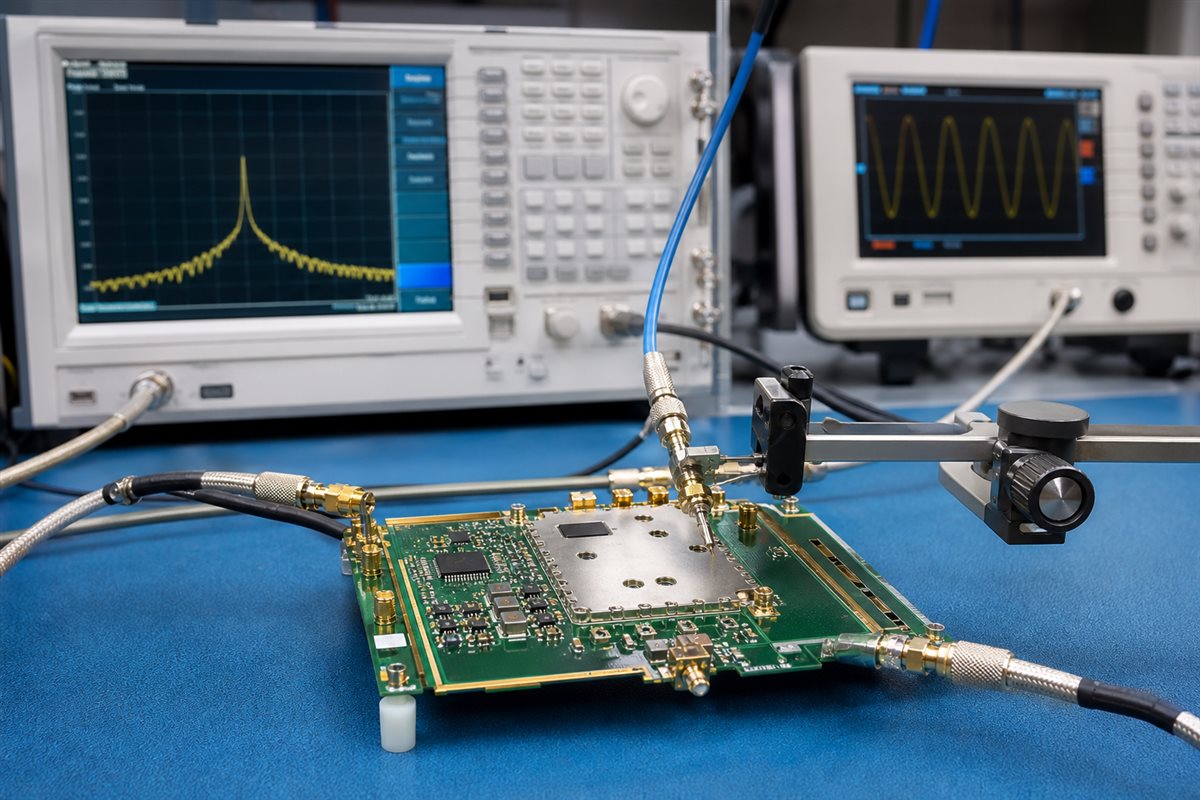
Verify the assembled interface. Test enumeration, every key function, cable movement and connector alignment with the final firmware and representative enclosure. A continuity check alone cannot confirm stable host communication.
Wireless Numpad PCB Design
Select the radio architecture. Confirm the controller or module, supported firmware, antenna type, programming method and target-market requirements before layout. Module approval does not remove the need to review the final antenna implementation and product configuration.
Protect the antenna area. Follow the radio supplier’s keepout dimensions and placement guidance. Keep copper, batteries, displays, cables, metal fasteners and enclosure features out of restricted antenna regions.
Design the complete power path. Match battery chemistry, protection, charging circuit, connector and charge current. Calculate active, LED-on, sleep and charging current separately so firmware power states and expected operating time can be evaluated.
Plan battery and enclosure integration. Verify battery space, cable routing, service access, heat sources and mechanical retention in the 3D assembly. The enclosure material and nearby metal parts can change radio performance.
Test the finished wireless product. Check pairing, reconnection, input response, operating range, sleep current and charging behavior with the intended battery and enclosure. Open-board range is not representative of the final assembly.
How Can a Programmable Custom Number Pad PCB Support QMK, VIA and Custom Macros?
A programmable custom number pad PCB needs a supported controller, correct matrix definition, sufficient firmware resources and a controlled programming process. QMK can implement layers, tap functions, rotary encoders and custom key behavior. VIA can allow compatible key maps to be changed without rebuilding firmware, while application-specific macros can be implemented in firmware or host software.
Controller support: verify that the selected microcontroller, bootloader and available pins match the intended firmware before finalizing the PCB.
Matrix definition: keep row pins, column pins, diode direction and physical layout consistent across the schematic, PCB and firmware files.
Programming access: provide an accessible reset or boot method and the pads or connector required by the chosen programming process.
Version control: identify the firmware filename, version, checksum and approved key map on the production package.
Functional limits: confirm memory use, LED current, encoder behavior, sleep mode and wireless functions on the actual assembled prototype.
The production package should contain the approved compiled file, version, checksum, programming voltage, access location and readback method. Assign each key-map variant a distinct part number or configuration code. Test macros that depend on host software, operating-system permissions or timing in the target environment; continuity testing cannot detect an incorrect pin map or bootloader.
How Should Hot-Swap Socket, Switch and Stabilizer Clearances Be Set?
Clearances must be checked as a complete mechanical stack that includes the PCB, socket, switch, plate, stabilizer, enclosure and nearby components. A correct schematic symbol does not prove that a hot-swap socket can be soldered, that a switch will seat fully or that a stabilizer will move without interference.
Use the approved socket footprint. Confirm pad shape, socket orientation, switch-pin holes and manufacturer drawing against the selected part number.
Check the underside keepout. Prevent sockets from colliding with mounting posts, batteries, controller modules, connectors or enclosure ribs.
Confirm stabilizer format. Match PCB-mounted or plate-mounted stabilizers to the plate cutout, switch position and large-key orientation.
Verify plate-to-PCB spacing. Model the switch, plate, PCB and any foam or gasket that changes seating depth.
Protect solder joints. Avoid flexing the PCB during switch insertion and removal, and review pad support around sockets near the board edge.
Inspect with a 3D assembly. Overlay the PCB model, plate drawing and enclosure before prototype release, then physically test representative keys on the first assembly.
Use dimensions from the selected socket, switch and stabilizer drawings instead of a visually similar library footprint. The mechanical review should include solder-joint access, tool access for rework and the direction of force during switch replacement. On the first assembled unit, inspect representative center and edge sockets before installing all switches; edge locations often experience the greatest board flex.
Which PCB Materials, Layer Counts and Surface Finishes Suit a Mechanical Numpad PCB?
FR-4 is the normal starting material, while layer count and surface finish should follow routing, wireless, connector and assembly needs. A simple wired matrix can often be routed on two layers. Four layers can provide cleaner power and ground distribution when the board adds dense lighting, a wireless module, a display or more demanding routing.
Construction Choice
When It Fits
Main Benefit
Main Trade-Off
What to Confirm
Two-layer FR-4
Basic wired matrix and moderate component count
Simple, economical construction
Less routing and plane flexibility
Ground return paths and connector routing
Four-layer FR-4
Wireless, dense RGB, display or compact routing
Dedicated plane options and easier routing control
Higher fabrication cost than two layers
Final stackup and antenna requirements
HASL finish
General through-hole or larger-pitch assembly
Common and practical
Surface planarity is less uniform than ENIG
Fine-pitch pads and socket assembly needs
ENIG finish
Fine-pitch parts, flat pads and mixed assembly
Flat solderable surface
Higher cost than common HASL options
Project storage and assembly requirements
OSP finish
Flat copper pads with a defined assembly flow
Flat surface with a thin coating
Handling and storage controls matter
Assembly timing and rework plan
EBest Circuit’s general PCB capability workbook lists standard FR-4 production from 1 to 10 layers, with 8-layer and higher standard builds requiring high-Tg material. It lists 10 to 32 layers as a special process range. For a number pad, extra layers should solve a real routing, plane or wireless requirement rather than serve as a generic quality upgrade.
Board thickness is also a mechanical input because it affects switch seating, USB connector alignment, stiffness and the available space below the plate. Copper weight should follow current and routing needs rather than be increased by default. Select the surface finish with the smallest assembled pads and planned storage interval in mind, then confirm solder-paste design and reflow compatibility for fine-pitch USB parts, LEDs and hot-swap sockets.
What Should Be Verified on a Custom Number Pad PCB Prototype?
A custom number pad PCB prototype must verify electrical operation, mechanical fit, firmware behavior and the proposed production test, not merely power on. Approval should use a written checklist so that a repaired sample does not become the undocumented reference for later production. This validation sequence complements the broader controls used for a fast-turn PCB prototype.
Inspect the bare board. Confirm outline, slots, mounting holes, connector position, surface finish, solder mask openings and identification marks.
Check assembly orientation. Verify diodes, controller, USB components, LEDs, sockets, encoders and polarized parts against the assembly drawing.
Power the board safely. Check for shorts and abnormal current before connecting the complete product.
Program the approved firmware. Record the build version and verify that the boot or reset method remains accessible.
Test every input. Exercise all keys, layers, macros, encoders and special functions, including combinations that could reveal ghosting or mapping errors.
Verify the interface. Test USB enumeration and cable movement, or wireless pairing, reconnect behavior and current consumption as applicable.
Assemble the mechanics. Fit the PCB with the final plate, switches, stabilizers, keycaps, enclosure and battery to identify interference.
Close all deviations. Update Gerber, BOM, drawings, firmware and revision records before approving low-volume production.
Record the result for every checklist item instead of using a single “prototype passed” decision. The approval record should identify the PCB revision, BOM revision, firmware checksum, enclosure revision and any rework performed. A repaired unit may prove the proposed correction, but repeat production should use updated source files and a clean build rather than rely on undocumented jumper wires or component changes.
How Are Custom Number Pad PCBs Manufactured and Assembled?
Production converts the released data package into bare boards, assembled PCBAs, programmed units and test records through a controlled sequence. The exact route depends on whether the design combines SMT electronics, through-hole switches, hot-swap sockets, controller modules, displays or manual hardware.
Review the data package. Check Gerber or ODB++, drill files, stackup, BOM, centroid data, assembly drawings, firmware and acceptance criteria.
Complete DFM and DFA review. Identify footprint, polarity, clearance, panelization, solder-mask, test-access and mixed-assembly risks before release.
Prepare the production panel. Select panel rails, tooling holes, fiducials and routing or V-cut methods that support assembly and depanelization.
Fabricate the bare PCB. Process imaging, etching, drilling, plating, solder mask, legend, surface finish, profiling and electrical testing under the approved construction.
Source and verify components. Match manufacturer part numbers, packages and approved alternatives, with special attention to controllers, USB connectors, radio modules and hot-swap sockets.
Assemble SMT components. Print solder paste, place components, reflow and inspect the board before operations that reduce access.
Complete through-hole and manual assembly. Install switches, headers, encoders, modules or connectors according to the approved route.
Program, clean and test. Load the approved firmware, inspect workmanship and run the specified electrical and functional tests before packing.
Sequence the operations around access and heat exposure. Fine-pitch USB parts, controllers and LEDs are normally inspected before large switches, sockets or modules restrict the view. Manual operations need defined orientation and solder criteria, while programming must use the released firmware identity. Final cleaning requirements depend on the flux and assembly route, and completed boards should be protected against connector or switch damage during packing.
What Changes When a Custom Number Pad PCBA Moves to Low-Volume Production?
Low-volume production replaces prototype flexibility with documented materials, fixtures, test limits and revision control. The objective is to reproduce the approved behavior without relying on manual knowledge from the first build.
Control Point
Prototype Build
Low-Volume PCBA
Reason for the Change
BOM
Parts may be purchased in small quantities
Manufacturer part numbers and approved alternates are frozen
Prevents uncontrolled substitutions
Panelization
Single boards may be acceptable
Panel format supports placement, handling and depanelization
Improves repeatability and throughput
Programming
Manual loading may be used
Firmware file, version and work instruction are controlled
Prevents mixed firmware
Testing
Bench checks may find obvious faults
Fixtures or repeatable procedures apply defined pass limits
Creates consistent acceptance
Change control
Rework may be exploratory
All changes update design files, BOM, firmware and revision marks
Keeps repeat orders traceable
Approve a golden sample or equivalent reference, close every prototype deviation and verify the panel, assembly sequence, programming and test method in a short pilot batch. Track failures by cause. Any component alternate must be checked for footprint, pinout, firmware, electrical behavior and height, then recorded across the affected fabrication, BOM, placement, drawing, firmware and test files.
Which Tests Should a Custom Number Pad PCBA Pass?
A reliable test plan must prove board integrity, correct programming and the behavior of every user input and interface. Test coverage should reflect the actual product configuration rather than apply the same generic checklist to wired, wireless and RGB designs.
Test Stage
What Is Checked
Typical Failure Found
Acceptance Evidence
Bare-board electrical test
Continuity and isolation of PCB nets
Open or short circuit
Electrical test result for the fabricated board
Visual or automated inspection
Polarity, placement and solder-joint condition
Missing, shifted, reversed or poorly soldered part
Inspection result under the agreed assembly criteria
Programming verification
Firmware identity and successful loading
Wrong build, failed programming or inaccessible boot mode
Recorded firmware version or checksum
Matrix and full-key test
Every switch position and key combination
Open key, swapped position, wrong diode or ghosting
Pass record for all defined inputs
Interface test
USB enumeration or wireless pairing and reconnect
Unstable connection or interface configuration error
Functional connection result
Feature test
LEDs, encoders, display, macros and layers
Wrong mapping, color, direction or function
Approved function checklist
For wireless designs, add operating, sleep and charging-current checks with the intended battery system. For USB-C designs, test enumeration and physical connector behavior with the representative enclosure. Environmental or lifecycle testing should be defined only when the final application’s risk and service conditions require it.
Each test needs a defined setup, expected result and disposition rule. “Key works” is insufficient when the required output, layer or macro is unclear. Map every physical position to its expected report and log failed coordinates. For hidden socket or connector joints, decide during DFM whether electrical coverage, X-ray inspection or a mechanical check is required.
What Determines Custom Number Pad PCB Cost and Lead Time?
Cost and lead time depend on board construction, component availability, assembly mix, firmware handling, test coverage and order quantity. A small PCB is not automatically a simple PCBA if it contains a scarce controller, fine-pitch USB components, hot-swap sockets, a display and manual through-hole work.
Component sourcing: controller, radio module, connector, hot-swap socket and display availability can control the schedule.
Assembly route: SMT, through-hole soldering, hand-installed modules and mechanical hardware require different operations.
Programming: custom firmware, bootloader handling, serialization or multiple variants add preparation and control work.
Testing: full-key fixtures, wireless checks, LED inspection and current measurements add coverage but reduce escaped defects.
Quantity and variants: several layouts, colors or firmware versions can split material and setup across smaller batches.
File readiness: unresolved footprints, missing centroid data or unclear substitutions delay review and quotation.
Compare quotations by separating bare PCB, components, assembly, programming, testing and one-time tooling. Cost can often be reduced by consolidating variants, using available packages, improving panel utilization and standardizing firmware and testing. Lead time is most exposed to controllers, radio modules, displays and special connectors, so approve suitable alternatives before sourcing begins.
What Files Are Needed for a Custom Number Pad PCB Quote?
A complete quote package should describe the bare PCB, every assembled part, mechanical interfaces, firmware and test expectations. Missing information forces assumptions that can change price, schedule or deliverable scope later.
All files should carry the same revision and use consistent reference designators. The BOM must distinguish customer-supplied, manufacturer-sourced and do-not-fit parts, while the placement file must match the assembly side and board origin used in the drawings. If the quotation includes programming or functional testing, provide executable files and expected outputs, not source code alone.
How Should You Compare Custom Keypad PCB Manufacturers and Suppliers?
Compare suppliers by the controls included in the quoted scope and the evidence they can return, not by the total price alone. Use the following checks to identify omitted work, uncontrolled substitutions and test gaps before selecting a source.
Review the DFM and DFA scope. Ask whether the review covers footprints, solder-mask openings, hot-swap socket orientation, stabilizer and enclosure clearances, connector access, panelization and test access. Strong evidence is a marked review tied to your submitted revision; a generic “files are manufacturable” response does not show which risks were checked.
Confirm component control. Require manufacturer part numbers for the controller, USB connector, radio module, LEDs, sockets and other function-critical parts. Proposed alternatives should need approval after pinout, package, electrical rating, height and firmware impact are checked.
Define every assembly operation. Identify which party handles SMT, through-hole soldering, hot-swap sockets, switches, encoders, displays, headers and mechanical parts. This prevents a low quotation from excluding manual operations that are essential to the finished unit.
Verify programming responsibility. State who supplies the binary, bootloader and configuration files; how the approved version is identified; and whether programming success is read back. Request a record containing the firmware version or checksum when traceability is required.
Specify functional-test coverage. Confirm whether testing covers every key position, layers, macros, encoders, LEDs, USB enumeration or wireless pairing, and current measurements. Agree on the fixture, pass limits and result format instead of accepting “functional test included” without a test definition.
Check prototype-to-production control. Ask how prototype rework, BOM changes and firmware corrections are transferred into repeat orders. Strong control keeps Gerber, BOM, placement, assembly drawing, firmware and test revisions aligned with the approved sample.
Separate one-time and recurring costs. Request individual lines for bare PCBs, components, assembly, programming, testing, fixtures, tooling and customer-supplied-part handling. Quotations are comparable only when they cover the same operations and deliverables.
Review sample evidence. Before ordering, request one representative DFM response and one test-record example with confidential details removed. The format should show that issues, revisions, pass limits and results can be recorded clearly.
Why Choose EBest Circuit as Your Custom Number Pad PCB Manufacturer?
EBest Circuit reviews the PCB data, BOM, mechanical constraints, firmware and test requirements together, helping prevent late footprint changes, unapproved substitutions and missing assembly operations. The quotation can then identify included fabrication, sourcing, programming, manual assembly and testing work before the order is released.
Reduce avoidable revisions: free DFM review can identify footprint, spacing, panelization, connector and assembly concerns before fabrication.
Simplify project coordination: PCB fabrication, component sourcing, SMT assembly, through-hole work, programming and functional testing can be evaluated within one project package.
Protect BOM intent: manufacturer part numbers and proposed alternatives can be reviewed before substitution, reducing pinout, package and firmware risks.
Improve prototype decisions: the review can connect design files, plate and enclosure constraints, firmware and test expectations instead of checking the bare board alone.
Prepare for repeat orders: controlled Gerber, BOM, assembly drawing, firmware and test revisions help keep later low-volume batches aligned with the approved design.
Match capability to the project: standard and special PCB processes are separated during review so nonstandard construction is confirmed rather than assumed.
Submit the fabrication package, BOM, placement data, mechanical constraints, firmware and acceptance checklist together. EBest Circuit can identify missing inputs and special-process requirements before prototype or low-volume release.
FAQs About Custom Number Pad PCBs
Q1: Are per-key RGB lighting and RGB underglow the same feature?
A1: No. Per-key RGB places an LED at each switch, while underglow places LEDs on the PCB underside to illuminate the case or desk surface. They use different footprints, optical paths and power budgets, so the required lighting effect must be stated before layout.
Q2: Can one numpad PCB support both 1U and 2U key positions?
A2: It can when alternate switch holes, hot-swap sockets and stabilizer locations do not conflict. Each supported arrangement needs a defined plate and assembly variant; otherwise an electrically valid option may be impossible to assemble.
Q3: Does a hot-swap PCB automatically support every alternate layout?
A3: No. A hot-swap socket fixes the switch position and orientation, so overlapping layouts may require separate PCB variants or soldered positions. Layout support must be confirmed from the exact footprint and plate combination, not from the term “hot-swap.”
Q4: Does a USB-C daughterboard make a numpad PCB compatible with any enclosure?
A4: No. A daughterboard separates the USB opening from the main PCB, but it does not make the main PCB universally enclosure-compatible. Compatibility still depends on the board outline, mounting pattern, internal height, cable path, daughterboard location and case fastening method.
Q5: Can soldered and hot-swap versions use the same firmware file?
A5: Sometimes, if both versions use the same controller pins, matrix coordinates, diode direction and optional-feature assignments. Firmware compatibility must be verified against both schematics; similar key layouts do not prove identical electrical mapping.
Q6: What keeps a hot-swap PCB and plate together when all switches are removed?
A6: The enclosure may use PCB screws, plate fasteners, standoffs or retention features independent of the switches. If switches provide most of the retention, removing them together can let the PCB separate or flex, so the mechanical design should support the PCB independently of the switches.
Q7: Can low-profile switches use a standard MX hot-swap footprint?
A7: Usually not. Low-profile and MX switch systems generally require different verified footprints because their pin positions, stabilizers, plate openings and sockets can differ. Select the exact switch and socket part numbers before creating the PCB and plate libraries.
Q8: Can a custom numpad support both wired and wireless operation?
A8: Yes, when the controller, power-path selection, battery charging, USB interface and firmware support both modes. The power path must prevent uncontrolled interaction between USB and battery power, and the design must define mode switching and operation while USB is connected.
Q9: Can a USB hub be added to a custom number pad PCB?
A9: Yes, but it requires a suitable hub controller, additional USB routing, ESD protection, connector space and a complete power budget. Every downstream port must be tested for enumeration and current behavior while the numpad operates at maximum lighting load.
Q10: Can the same numpad PCB be used for right-hand and southpaw layouts?
A10: It is possible with a reversible main PCB, separate left/right variants or a daughterboard architecture that preserves connector access. Both orientations need independent mechanical and electrical verification, including diode direction, component-side clearance, stabilizer positions, firmware mapping and enclosure mounting.
Ready to request a custom number pad PCB quotation? Send your Gerber or ODB++ data, BOM, placement file, assembly drawings, firmware requirements, test checklist, prototype quantity and low-volume forecast to EBest Circuit at sales@bestpcbs.com.
circuit board encapsulation protects a PCB or PCBA with epoxy, silicone, polyurethane, gel, or another protective compound. It helps resist moisture, chemicals, vibration, corrosion, and electrical leakage in automotive, industrial, outdoor, marine, and high-voltage electronics.
Reliable encapsulation depends on more than resin selection. Material viscosity, hardness, curing, heat transfer, masking, air release, test access, and repair requirements must be reviewed together. This guide covers the materials, methods, potting process, DFM rules, defects, and testing requirements. Have an encapsulation project? Send your Gerber files, BOM, enclosure drawing, and operating requirements to sales@bestpcbs.com for an engineering review and quotation.
What Is Circuit Board Encapsulation?
Circuit board encapsulation is the process of covering a printed circuit board, assembled PCBA, or selected component area with a protective material that cures into a solid, flexible, or gel-like layer.
An encapsulated circuit board may use:
Full enclosure filling
Partial or selective encapsulation
Dam-and-fill around a component group
Glob top protection over an IC
Gel filling for sensitive electronics
Low-pressure molding around the assembly
Encapsulation is the broad protective concept. Potting is a common method in which liquid compound is dispensed into a housing, mold, or cavity that contains the material while it cures.
The purpose is not always to make the PCB completely waterproof. The selected protection method must match the operating environment, electrical requirements, thermal load, expected service life, enclosure structure, and repair policy.
When Does a PCB or PCBA Need Encapsulation?
Encapsulation is normally considered when an enclosure or conformal coating cannot provide enough environmental, electrical, or mechanical protection.
Typical applications include:
Outdoor control modules
Automotive electronic assemblies
LED drivers and lighting controls
Industrial power supplies
Battery management systems
Marine electronics
High-voltage modules
Railway and transportation equipment
Sensors exposed to humidity or contamination
A PCBA may need encapsulation when it faces condensation, salt spray, chemicals, vibration, mechanical impact, wide temperature changes, or additional dielectric-isolation requirements.
Full potting is not automatically the best solution. It increases weight, material consumption, curing time, and repair difficulty. It can also change how heat moves from components to the enclosure.
A practical selection process is:
Identify the dominant environmental risk.
Determine whether the risk affects the full assembly or only one area.
Review voltage, heat, vibration, and mechanical requirements.
Decide whether the product must remain repairable.
Select the least complex protection method that meets the reliability target.
For light condensation, conformal coating may be sufficient. Selective encapsulation may protect only a high-voltage or moisture-sensitive section. Full potting is more appropriate when the entire assembly needs environmental sealing and mechanical support.
Potting vs Encapsulation vs Conformal Coating: What Changes in Production?
These terms are related, but they describe different protection structures and production controls.
Protection method
Structure
Main advantage
Main limitation
Conformal coating
Thin film covering the PCB surface
Low weight and easier inspection
Limited mechanical support
Full potting
Compound fills an enclosure or cavity
Strong environmental and vibration protection
Difficult rework and higher material use
Selective encapsulation
Resin covers one defined area
Protects only the high-risk zone
Requires accurate masking and dispensing
Low-pressure molding
Molded material surrounds the assembly
Repeatable sealing and geometry
Requires tooling and process validation
Conformal coating follows the contours of the PCB and components. Potting creates a much thicker protective mass around components, solder joints, and wires.
The manufacturing controls also differ. Conformal coating focuses on coverage, thickness, masking, curing, and coating inspection. PCB potting additionally requires:
Resin-to-hardener ratio control
Material temperature management
Vacuum degassing when required
Resin-flow planning
Fill-height control
Cure-exotherm management
Pre-potting functional testing
Post-cure electrical verification
The expected failure mode should determine the choice. Condensation may only require conformal coating. Heavy vibration, chemical exposure, or high-voltage isolation may justify full circuit board encapsulation.
Which Materials Are Used for Circuit Board Encapsulation?
The main circuit board potting materials are epoxy, silicone, and polyurethane. Silicone gel and specialty thermally conductive compounds are also used for specific electrical, mechanical, or thermal requirements.
Epoxy encapsulants
Epoxy normally cures into a hard, rigid structure. It offers strong adhesion, chemical resistance, dielectric performance, and mechanical support.
Typical applications include:
Industrial control modules
Transformers and coils
Relays
Power electronics
Permanently sealed assemblies
Its main limitation is rigidity. Cure shrinkage and thermal-expansion mismatch may transfer stress to solder joints, ceramic capacitors, connectors, or component bodies.
Silicone encapsulants
Silicone remains flexible across a broad temperature range. It is often selected for assemblies exposed to thermal cycling, vibration, or temperature extremes.
Common applications include:
Sensors
Outdoor electronics
Automotive modules
High-temperature assemblies
Delicate components and solder joints
Silicone generally places less mechanical stress on the assembly than rigid epoxy. However, its flow behavior and adhesion characteristics must be checked against the PCB, enclosure, and masking materials.
Polyurethane encapsulants
Polyurethane provides useful moisture resistance and greater flexibility than rigid epoxy. It is frequently used in outdoor controls and assemblies that need environmental protection without excessive stiffness.
Its properties vary by formulation. Engineers should verify hydrolysis resistance, operating temperature, hardness, chemical resistance, and cure behavior instead of selecting it by material name alone.
Specialty encapsulation materials
Other options include:
Silicone gel for low-stress protection
Thermally conductive potting compound
Flame-retardant encapsulant
Optically clear resin
Low-viscosity material for narrow gaps
Flexible encapsulant for vibration-sensitive assemblies
Epoxy vs Silicone vs Polyurethane: How Should Engineers Choose?
The best PCB encapsulant is the material that fits the assembly, operating environment, and production process.
Factor
Epoxy
Silicone
Polyurethane
Mechanical behavior
Hard and rigid
Soft to flexible
Flexible to semi-rigid
Thermal cycling
Moderate
Excellent
Good
Moisture resistance
Good
Excellent
Very good
Component stress
Higher
Low
Moderate to low
Chemical resistance
Strong
Good
Good
Reworkability
Difficult
Better with some grades
Limited
Typical use
Industrial and power modules
Sensors and high-temperature electronics
Outdoor and mixed-environment controls
Engineers should compare the following properties:
Mixed viscosity
Pot life
Cure time and temperature
Cure exotherm
Hardness
Coefficient of thermal expansion
Dielectric strength
Volume resistivity
Thermal conductivity
Water absorption
Chemical resistance
Flame-retardant rating
Reworkability
Viscosity directly affects production yield. A low-viscosity circuit board potting compound can flow beneath dense components but may leak into connectors, screw holes, switches, or cable entries. A high-viscosity material is easier to contain but may leave voids beneath transformers, relays, shields, or tall capacitors.
Large resin volumes also require cure control. Excessive exotherm can deform plastic housings, damage temperature-sensitive parts, or create internal stress. Thick sections may require staged filling or a lower-exotherm formulation.
Thermal conductivity should be reviewed as part of the complete heat path. A thermally conductive resin only helps when it connects the heat-generating component to a suitable enclosure, heat spreader, or heat sink.
Which Circuit Board Encapsulation Method Fits the Assembly?
The encapsulation method should match the board layout, enclosure structure, production quantity, and required protection level.
Full potting
The compound fills most or all of the enclosure. This method provides strong environmental and mechanical protection but increases weight, material cost, and rework difficulty.
It is commonly used for:
Power modules
Outdoor controllers
Transformers
High-voltage assemblies
Non-serviceable industrial electronics
Partial encapsulation
Only selected areas are covered. Connectors, calibration points, heat sinks, switches, or repairable components remain accessible.
Partial encapsulation is useful when one section requires protection but the full board does not need to be permanently sealed.
Dam-and-fill
A higher-viscosity material forms a boundary, while a lower-viscosity compound fills the enclosed area. This method helps control resin flow around component groups or sensitive circuits.
The dam must remain stable during dispensing and curing. Its height, adhesion, spacing, and compatibility with the fill material should be validated during prototype production.
Glob top
A controlled amount of encapsulant is placed over a single component, chip, or die. It provides local environmental and mechanical protection without covering the entire PCBA.
Gel encapsulation
A soft gel protects delicate components while placing minimal mechanical stress on wire bonds, solder joints, or sensitive packages.
Low-pressure molding
Thermoplastic material is molded around the assembly at relatively low pressure. It can provide consistent geometry and sealing for higher-volume products but requires tooling and process validation.
For prototypes and small batches, conventional dispensing is often more practical because fill points, material volume, masking, and cure conditions can be adjusted without dedicated molding tools.
How Does the Circuit Board Encapsulation Process Work?
A reliable circuit board encapsulation process begins before the resin is mixed.
Inspect the PCBA: Check component orientation, soldering quality, connector placement, polarity, and visible contamination.
Program and test the assembly: Complete firmware programming, power-on checks, current measurement, communication testing, and functional verification.
Clean and dry the board: Remove flux, dust, oil, cleaning residue, and moisture that could weaken adhesion or become trapped beneath the compound.
Mask critical areas: Protect connectors, switches, screw holes, LEDs, test points, vents, adjustment devices, and heat-transfer surfaces.
Prepare the material: Confirm shelf life, storage conditions, material temperature, mixing ratio, and pot life.
Mix and degas: Mix the resin carefully to avoid introducing excessive air. Vacuum degassing may be used when required by the material, board geometry, or insulation specification.
Dispense the compound: Fill from a controlled location and provide an escape path for displaced air.
Allow settling and bubble release: The resin needs time to flow beneath components and into narrow spaces.
Cure to the specified profile: Follow the recommended time and temperature. A hard surface does not always mean the material is fully cured internally.
Inspect and retest: Verify fill height, masking, overflow, cure condition, appearance, and electrical operation.
Complex assemblies may require staged filling. This can reduce trapped air, control exotherm, and allow the resin to reach restricted spaces before additional material is added.
What PCB Design and DFM Rules Should Be Set Before Encapsulation?
Encapsulation should be reviewed during PCB and enclosure design rather than added after the assembly is complete.
Important DFM points include:
Keep connectors, test points, switches, and adjustment devices outside the fill area.
Leave enough clearance around tall components for resin flow.
Avoid closed air pockets under transformers, relays, shields, and capacitors.
Define the fill point, vent path, target fill height, and leakage barriers.
Review compatibility with solder mask, labels, wire insulation, gaskets, and enclosure plastics.
Confirm the cure-temperature limits of sensors, batteries, displays, and connectors.
Keep heat sinks and thermal-interface surfaces free from unwanted resin.
Review stress around BGAs, QFNs, ceramic capacitors, and large solder joints.
Define how failed units will be repaired, analyzed, or scrapped.
Complete programming and functional testing before critical areas become inaccessible.
The design package should clearly identify:
Potting area
Keep-out zones
Masking boundaries
Target fill height
Resin specification
Enclosure dimensions
Fill and vent locations
Test requirements
Acceptance criteria
Resin flow should be treated as a mechanical design issue. A narrow gap, tall component, shield can, or enclosed cavity can block flow and trap air. The enclosure drawing and PCB layout should therefore be reviewed together.
What Encapsulation Defects Occur, and How Are They Prevented?
Most PCB encapsulation defects are related to material handling, surface preparation, assembly geometry, dispensing control, or curing conditions.
Defect
Likely cause
Prevention
Air bubbles
Fast mixing or dispensing
Slow mixing, degassing, and controlled filling
Internal voids
Poor venting or blocked resin flow
Review fill points, vents, and component spacing
Poor adhesion
Flux, oil, dust, or moisture
Clean and dry the PCBA
Incomplete curing
Incorrect ratio or low temperature
Control material ratio and cure profile
Cracking
High shrinkage or CTE mismatch
Use a more compliant material or staged cure
Resin overflow
Unsealed gaps or excess material
Seal openings and control fill volume
Thermal hot spots
Weak heat-transfer path
Validate the resin, enclosure, and heat sink together
Component damage
High exotherm or excessive rigidity
Select suitable chemistry and cure conditions
Defect acceptance should match the electrical and environmental risk. A small surface bubble may be cosmetic, while a void between high-voltage conductors can reduce dielectric reliability.
Prototype builds can reveal hidden flow problems before volume production. Depending on the project, validation may include:
X-ray inspection
Sample sectioning
Thermal cycling
Humidity testing
Vibration testing
Dielectric-strength testing
Destructive analysis
Case Study: FR-4 Potting Dam for Selective Circuit Board Encapsulation
A U.S. customer required a custom FR-4 potting dam to control resin flow during selective circuit board encapsulation.
Project requirements
Copper-free FR-4 structure
Board thickness: 3.175 mm
Stable resin boundary
Clean breakaway after potting
No damage to nearby components
The main challenge was balancing dam rigidity with controlled separation. Our engineering team prepared three V-score options with remaining thicknesses of:
0.762 mm
0.508 mm
0.254 mm
The prototypes allowed the customer to evaluate:
Dam stability during resin dispensing
Breakaway force after curing
Resin overflow control
Fit with the PCB and enclosure
The project showed that circuit board encapsulation is not only a material-selection task. Potting dams, masking boundaries, fill direction, venting, resin height, and pre-potting testing must be reviewed together.
Best Technology supports encapsulation projects from DFM review and prototype validation through PCB assembly, controlled dispensing, testing, and volume production.
How Are Encapsulated PCBAs Tested, Inspected, and Quoted?
Testing should be divided into pre-potting and post-potting stages.
Before encapsulation
Complete inspections that will become difficult after curing:
AOI
X-ray for hidden solder joints when required
Firmware programming
Power-on testing
Current-consumption checks
Communication and I/O testing
Connector and polarity verification
Functional testing
After encapsulation
Final inspection may include:
Fill-level and coverage checks
Masking and keep-out verification
Cure-state inspection
Surface bubble and overflow review
Electrical insulation testing
Final functional testing
Thermal, humidity, vibration, or burn-in testing
Lot and material traceability
A complete RFQ for PCB encapsulation services should include:
Gerber files
BOM
CPL or pick-and-place file
Assembly drawing
Enclosure drawing
Potting area and target fill height
Masking requirements
Preferred material or required properties
Operating temperature
Moisture and chemical exposure
Voltage and thermal requirements
Test specification
Prototype and production quantity
When the resin has not yet been selected, provide the operating conditions and reliability requirements. The manufacturer can then compare epoxy, silicone, polyurethane, or gel options and validate the process through a pilot build.
FAQs About Circuit Board Encapsulation
Is circuit board encapsulation the same as PCB potting?
Not exactly. Encapsulation is the broader term for surrounding a PCB, PCBA, or component with protective material. Potting is a common encapsulation method in which the compound fills an enclosure or cavity.
Is an encapsulated circuit board waterproof?
It can provide strong moisture protection, but waterproof performance depends on complete coverage, connector sealing, cable entries, enclosure design, material selection, and cure quality.
Which material is best for circuit board encapsulation?
Epoxy is suitable when hardness, adhesion, and chemical resistance are priorities. Silicone performs well under thermal cycling and wide temperature ranges. Polyurethane provides a practical balance of moisture resistance and flexibility.
Can an encapsulated circuit board be repaired?
Some assemblies can be repaired when softer compounds or selective encapsulation are used. Full epoxy potting is usually difficult and time-consuming to remove.
How are bubbles prevented during PCB potting?
Manufacturers control material temperature, mixing speed, resin ratio, vacuum degassing, fill direction, dispensing rate, venting, and settling time.
Does potting compound improve heat dissipation?
A thermally conductive compound can improve heat transfer when it forms a continuous path to an enclosure or heat sink. It cannot compensate for an inadequate thermal design.
Finally, turn your encapsulation design into a production-ready PCBA. Best Technology supports PCB fabrication, component sourcing, PCBA assembly, programming, functional testing, conformal coating, and circuit board encapsulation for prototypes, small batches, and volume production. Send your Gerber files, BOM, assembly drawing, enclosure details, potting area, operating environment, and test requirements to sales@bestpcbs.com. Our engineering team will review the encapsulant options, masking boundaries, resin flow, thermal risks, DFM issues, and inspection plan before production-helping you reduce trial builds, avoid potting defects, and move into production with fewer revisions.
A PCB annular ring is the copper area that remains around a drilled hole. It appears on vias and plated through-holes as the circular copper border between the hole edge and the outer edge of the pad.
That result is only the nominal design value. On a finished board, the narrowest part of the ring can be smaller because of drill movement, layer misregistration, etching variation, material movement, and hole-size tolerance.
This guide explains how annular rings are calculated, how they differ across PCB via types, what affects the minimum size, and how designers can prevent tangency and breakout before fabrication.
What Is an Annular Ring in PCB Design?
An annular ring is the copper land surrounding a drilled or laser-formed hole on a PCB layer. It can appear around:
Through vias
Blind vias
Buried vias
Laser microvias
Plated through-holes for components
The ring is not a separate part. It is simply the copper left between the hole and the edge of the pad.
For example, a via with a 0.60 mm pad and a 0.30 mm hole has a nominal annular ring of 0.15 mm:
(0.60 mm − 0.30 mm) ÷ 2 = 0.15 mm
This calculation assumes the hole is centered. In production, the actual ring should be judged at its narrowest point.
A through via may also have more than one annular ring: one on the top layer, one on the bottom layer, and additional rings on connected inner layers.
Why Is the PCB Annular Ring Important?
The annular ring supports both electrical continuity and manufacturing reliability.
Its main functions are to:
Connect the plated barrel to traces or copper planes
Provide room for normal drill and registration variation
Maintain continuity when the hole is slightly off-center
Support soldering around plated component holes
Improve the mechanical strength of pads used for connectors, headers, switches, and terminals
A narrow ring is not always a defect. Fine-pitch and HDI designs often use small lands on purpose. The problem begins when the designed ring leaves less margin than the fabrication process can reliably maintain.
A practical annular ring should therefore balance two competing needs:
Smaller pads improve routing density.
Larger pads provide more manufacturing margin.
The right value is not the largest possible ring. It is the smallest geometry that still matches the selected PCB process.
Annular Ring vs Via, Pad, and Plated Through-Hole
These terms are related, but they are not interchangeable.
Term
Meaning
Main function
Via
A conductive hole connecting selected PCB layers
Provides vertical electrical connection
Pad or land
Copper surrounding a hole or component terminal
Connects the hole to traces, planes, or solder
Annular ring
Copper remaining between the hole edge and pad edge
Maintains copper continuity around the hole
Plated through-hole
A plated hole passing through the full board
Connects layers or accepts a component lead
Via barrel
Copper plating on the hole wall
Carries current between layers
Antipad
Clearance around a hole in an unconnected plane
Prevents unwanted electrical contact
Finished hole
Final opening after plating and processing
Controls component fit or final via size
The via is the complete interconnection structure. The annular ring is only the copper surrounding that hole on a particular layer.
The same logic applies to most round vias. For oval or irregular pads, measure the shortest distance between the hole edge and the nearest pad boundary.
Before calculating, confirm which hole value is being used:
Drill tool diameter: the nominal drill selected by the fabricator
Drilled hole diameter: the opening before copper plating
Finished hole diameter: the final usable hole after plating
These values are not always the same. For a plated component hole, the finished hole controls lead fit. The manufacturer normally drills a larger opening so the final plated hole reaches the required size.
For design review, always label the hole value clearly. Mixing drill size and finished-hole size can produce an annular ring that looks correct in CAD but fails manufacturing review.
How Do You Calculate the Required Pad Diameter?
If the hole size and target ring width are known, reverse the formula:
Pad diameter = hole diameter + 2 × target annular ring
For a 0.30 mm hole and a target ring of 0.15 mm:
Pad diameter = 0.30 + 2 × 0.15 = 0.60 mm
This gives the nominal CAD pad diameter. A production design may still need extra allowance for:
Drill-position tolerance
Inner-layer registration
Material expansion and contraction
Etching variation
Copper plating
Finished-hole tolerance
Board thickness and layer count
IPC class or customer-specific requirements
A more practical relationship is:
Required pad diameter = reference hole diameter + 2 × required finished ring + manufacturing allowance
The allowance should come from the intended PCB manufacturer. A standard four-layer board, a thick-copper board, and a high-layer-count HDI board may require different land sizes even when the hole diameter is identical.
PCB Annular Ring Size Chart for Vias and PTHs
The table below complements a broader standard PCB via sizes reference and shows nominal geometry only. It should not be treated as a universal fabrication capability chart.
Hole diameter
Pad diameter
Nominal annular ring
0.20 mm
0.40 mm
0.10 mm
0.20 mm
0.45 mm
0.125 mm
0.25 mm
0.50 mm
0.125 mm
0.30 mm
0.60 mm
0.15 mm
0.30 mm
0.70 mm
0.20 mm
0.40 mm
0.80 mm
0.20 mm
0.60 mm
1.00 mm
0.20 mm
0.80 mm
1.30 mm
0.25 mm
1.00 mm
1.60 mm
0.30 mm
A 0.20 mm hole inside a 0.40 mm pad creates a nominal 0.10 mm ring. If the hole shifts 0.05 mm toward one side, the narrowest ring becomes about 0.05 mm.
That is why the nominal number alone is not enough. Finished results also depend on:
Drill accuracy
Layer count
Board thickness
Copper weight
Panel size
Material stability
Registration capability
For release to production, replace generic numbers with the actual capability values of the selected factory.
What Is the Minimum Annular Ring for a PCB?
A PCB minimum annular ring rule must account for the selected drilling process and factory capability; there is no single minimum annular ring for every PCB.
The appropriate value depends on:
Mechanical or laser drilling
Board thickness
Layer count
Copper weight
Via type
Material system
Product class
Factory capability
Mechanical drills usually require more positional allowance than laser-drilled microvias. Plated component holes may also need larger pads because the land supports both soldering and mechanical stress.
Three different values should be kept separate:
Designed annular ring: the nominal CAD value
Process minimum: the smallest value the factory accepts in the design data
Finished annular ring: the copper left at the narrowest point after fabrication
A factory may require a larger designed ring so the completed board still retains enough copper after drilling and registration variation.
This becomes especially important in:
BGA fan-out
Fine-pitch connector areas
Thick boards
Heavy-copper PCBs
High-layer-count boards
Designs using small mechanical vias
Confirm the minimum pad-to-hole relationship before routing is finalized. Fixing a pad-size problem after the layout is complete usually affects clearances, trace escape paths, and plane spacing.
IPC Annular Ring Requirements for Class 1, Class 2, and Class 3
IPC documents separate design guidance, fabrication performance, and finished-board acceptance.
Commonly referenced standards include:
IPC-2221 for generic PCB design
IPC-2222 for rigid-board design
IPC-2226 for HDI design
IPC-6012 for rigid-board qualification and performance
IPC-A-600 for printed-board acceptability
The product class also matters:
Class 1: general electronic products with limited-life requirements
Class 2: dedicated-service products where continued performance is expected
Class 3: high-performance products where failure or downtime may be critical
Annular ring acceptance may vary by:
Internal or external layer
Plated-hole type
Product class
Standard revision
Industry addendum
Customer drawing requirements
Avoid placing a single “IPC minimum annular ring” number on every drawing. Instead, specify the applicable standard, revision, class, and any additional acceptance criteria.
For Class 3 or other high-reliability work, the fabrication drawing should also clarify whether special internal-layer registration, microsection, coupon, or inspection requirements apply.
Inner-Layer vs Outer-Layer Annular Rings
Outer-layer rings are visible on the board surface and can usually be inspected directly.
Inner-layer rings are harder to evaluate. They may require:
Registration data
X-ray inspection
Process coupons
Microsection analysis
Controlled quality records
Inner layers are particularly sensitive to movement during imaging, lamination, and drilling. A via can look centered on the outer surface while an internal land sits close to tangency.
Outer layers have their own variables, including copper plating and final etching. For that reason, inner and outer annular rings may use different inspection references.
A multilayer DFM review should compare the drill file against every connected copper layer, not only the top and bottom Gerbers.
Annular Ring Rules for Through Vias, Blind Vias, Buried Vias, and Microvias
Different hole structures need different pad rules.
Through Vias
A PCB via annular ring for a through via must tolerate drill movement across the full board thickness and registration variation among all connected layers. Through vias are usually mechanically drilled after lamination.
Blind Vias
Blind vias connect an outer layer to one or more inner layers. Depending on the stack-up, they may be mechanically drilled or laser formed.
Buried Vias
Buried vias connect inner layers and are fabricated within a laminated subassembly. Their geometry must match the subassembly thickness and sequential-lamination process.
Microvias
Microvias are normally laser drilled and often connect adjacent layers. They can use smaller lands, but the design must still consider:
Capture and target land size
Dielectric thickness
Copper plating quality
Via filling
Stacked or staggered construction
Reliability requirements
Plated Through-Holes
PTH pads must account for component lead size, finished-hole tolerance, soldering, and mechanical loading. A connector or terminal block often needs a wider land than a small signal via.
Do not apply one global rule to every hole. Set separate constraints for through vias, microvias, blind or buried vias, and component holes.
How Does Drill Tolerance Cause Tangency, Breakout, and Pad Rupture?
Annular ring quality is judged at the narrowest point around the hole.
Four conditions are common:
Centered hole: copper is distributed evenly around the opening.
Reduced ring: the hole is off-center, but copper remains around it.
Tangency: the hole edge reaches the pad edge.
Breakout: the hole extends beyond the pad boundary.
Typical causes include:
Drill wander
Layer misregistration
Pads that are too small
Incorrect finished-hole assumptions
Material movement during lamination
Etching variation
Incomplete DRC or DFM rules
Designers can reduce the risk by:
Increasing pad diameter where routing space allows
Confirming whether hole values are drilled or finished dimensions
Using separate rules for different via types
Adding teardrops where narrow traces enter pads
Checking drill registration on every copper layer
Stating the required IPC class in the fabrication notes
Requesting a DFM review before release
Larger pads improve tolerance, but they also consume routing space and increase plane clearance. The practical goal is a stable design, not an oversized one.
FAQs About PCB Annular Rings
What Is the Annular Ring on a PCB?
The annular ring is the copper area between the edge of a drilled hole and the outer edge of its pad. It connects the plated hole wall to traces, planes, or component pads.
How Do You Calculate PCB Annular Ring Width?
For a circular pad and centered hole, subtract the hole diameter from the pad diameter and divide the result by two:
Annular ring = (pad diameter − hole diameter) ÷ 2
What Is the Difference Between a Via and an Annular Ring?
A via is the complete conductive structure used to connect PCB layers. The annular ring is only the copper surrounding the via hole on a particular layer.
What Is the Minimum Annular Ring for a Standard PCB?
There is no universal value. The minimum depends on drill type, board construction, layer count, product class, and factory capability. Use the PCB manufacturer’s published design minimum rather than a generic number.
Can Inner and Outer Layers Use the Same Annular Ring Size?
They can use the same nominal CAD pad size, but their manufacturing and acceptance conditions may differ. Internal layers are especially sensitive to layer registration and lamination movement.
What Causes Annular Ring Breakout?
Breakout occurs when the drilled hole extends beyond the pad edge. Common causes include insufficient pad diameter, drill-position variation, layer misregistration, material movement, and incorrect hole-size assumptions.
Is Annular Ring Measured from the Drilled Hole or Finished Hole?
The reference depends on the layer, hole type, fabrication specification, and inspection requirement. Component-hole design often begins with the finished-hole requirement, while manufacturing calculations may also use the drilled diameter.
Do Microvias Need an Annular Ring?
Yes. A microvia requires capture and target lands, although its geometry may be smaller than that of a mechanically drilled via. The design must match the laser-drilling and plating process.
What Is a PTH Annular Ring?
A PTH annular ring is the copper surrounding a plated through-hole. The hole may provide an electrical interconnection, accept a component lead, or perform both functions.
Can Teardrops Prevent Annular Ring Breakout?
Teardrops reinforce the area where a narrow trace enters a pad and can preserve trace-to-pad continuity when registration is marginal. They do not replace the need for an adequate pad diameter or suitable drilling tolerance.
Get an Annular Ring DFM Review Before Fabrication
At EBest Circuit, our engineering team reviews the relationship between pad diameter, drill size, finished-hole size, and the required annular ring before production. For multilayer and HDI boards, we also check internal-layer registration, via structure, copper clearance, and whether the proposed geometry matches the selected drilling process.
If a pad or via falls outside a stable manufacturing range, we provide practical DFM feedback before fabrication begins. This helps reduce engineering questions, avoid PCB annular ring breakout, and keep the PCB layout compatible with the required density and reliability level.
Send your PCB files to sales@bestpcbs.com for a DFM review and quotation. Our team can help verify the annular ring design before your boards enter production.
ENIG is a two-layer PCB surface finish in which electroless nickel is deposited over exposed copper and a thin immersion-gold layer protects the nickel until assembly. The finish creates flat, solderable pads that suit fine-pitch SMT, BGA, QFN, and many mixed-technology boards.
ENIG is not automatically the best finish for every design. Its value depends on pad geometry, storage and assembly plans, wear requirements, signal frequency, cost targets, and how well the plating process is controlled. This guide explains the layer structure, ENIG plating process, thickness requirements, black pad risk, inspection methods, and the decisions that should appear on a fabrication drawing.
What Is ENIG in PCB Manufacturing?
ENIG means Electroless Nickel Immersion Gold, a chemically deposited finish that protects exposed copper and provides a flat surface for soldering. The nickel layer is the functional barrier and solderable surface; the much thinner gold layer mainly prevents the nickel from oxidizing before assembly.
ENIG Element
Main Function
Engineering Meaning
Immersion gold
Protects nickel during storage and handling
Dissolves into solder during reflow; it is not a wear-resistant hard-gold layer
Electroless nickel
Provides the solderable barrier over copper
Controls joint-interface behavior and can affect high-frequency conductor loss
Copper pad
Carries current and anchors the plated finish
Cleaning and micro-etch quality affect adhesion and uniform deposition
The word “gold” can be misleading. ENIG does not place a thick, mechanically durable gold layer on the board. Edge connectors, sliding contacts, or repeated insertion surfaces normally need an electrolytic hard-gold specification rather than immersion gold.
How Does ENIG Plating Work?
ENIG plating uses controlled chemical reactions rather than external plating current, so isolated pads can receive a uniform finish without electrical bus bars. A typical production sequence includes:
Clean and condition the copper: Remove oil, oxide, fingerprints, and residues that could interrupt deposition.
Micro-etch: Expose a fresh, controlled copper surface for activation and adhesion.
Activate the surface: Establish catalytic sites so electroless nickel can initiate consistently.
Deposit electroless nickel: Build the nickel-phosphorus barrier to the specified thickness.
Apply immersion gold: Replace a small amount of surface nickel with gold through a displacement reaction.
Rinse and dry: Remove chemistry without leaving ionic residue or water marks.
Inspect and measure: Check appearance, coverage, thickness, and any project-specific acceptance requirements.
Bath chemistry, temperature, pH, dwell time, loading, solution movement, rinsing, and maintenance all affect the result. A board can look uniformly gold while still carrying an interface problem, so appearance is only one part of acceptance.
What ENIG Thickness Should Be Specified?
ENIG thickness should be stated by layer and tied to an agreed standard or drawing requirement. Public IPC material for IPC-4552 identifies 3–6 µm (118.1–236.2 µin) for electroless nickel. The immersion-gold deposit is much thinner; the 2012 amendment discussed a 0.04 µm (1.6 µin) lower limit with additional process and measurement restrictions, while 0.05 µm (about 2 µin) is a common minimum reference.
Layer
Common Reference
Purpose
Electroless nickel
3–6 µm (118.1–236.2 µin)
Copper diffusion barrier and solderable interface
Immersion gold
Drawing- and standard-controlled; commonly around 0.05–0.10 µm
Temporary oxidation protection for nickel
Do not copy a thickness range without identifying the applicable revision and procurement conditions. The project drawing remains the controlling document. Our detailed IPC-4552 ENIG specification guide explains why the revision, measurement pad, statistical requirement, and acceptance language matter.
Thicker gold is not automatically better. A longer immersion reaction can increase nickel attack, while insufficient coverage can leave the nickel vulnerable during storage. The correct target is a stable, qualified process that meets the specified deposit requirement.
What Are the Advantages of an ENIG Surface Finish?
An ENIG surface finish is most valuable when flatness, solderability, storage protection, and isolated-pad coverage matter more than the lowest bare-board cost. Its main advantages are:
Flat pads: The chemical deposit does not create the solder domes associated with HASL, which helps fine-pitch printing and placement.
Fine-pitch compatibility: BGA, QFN, CSP, and small passive pads benefit from controlled coplanarity.
Lead-free assembly compatibility: A properly controlled finish supports common lead-free reflow processes.
Coverage of isolated features: Electroless deposition does not require every pad to connect to a plating bus.
Storage protection: The gold protects nickel from oxidation before assembly when packaging and storage remain controlled.
Useful contact performance: ENIG can suit low-wear contact surfaces, test pads, and membrane-switch contacts when the application is qualified.
These benefits are conditional. ENIG does not replace hard gold for abrasive contacts, and it does not remove the need to control stencil design, solder paste, reflow, storage, and handling.
What Causes ENIG Black Pad?
ENIG black pad is associated with excessive or abnormal corrosion of the electroless-nickel surface during immersion-gold deposition. The affected interface can become phosphorus-rich and brittle, allowing a solder joint to fracture at or near the nickel surface even when the exposed pad originally looked gold.
Risk rises when the process allows aggressive nickel attack or uneven exchange. Contributing conditions can include:
unstable or poorly maintained nickel and gold baths;
excessive immersion time or an overly aggressive gold reaction;
uncontrolled nickel-phosphorus composition;
poor copper preparation, contamination, or uneven activation;
local chemistry stagnation around small or restricted features;
weak process monitoring and incomplete failure analysis.
Prevention depends on process control, not visual sorting alone. Thickness measurement, bath records, qualified process windows, solderability testing, and corrosion evaluation provide different pieces of evidence. For high-consequence applications, the drawing and quality plan should define which records or tests are required.
How Is ENIG Inspected and Accepted?
ENIG acceptance combines visual inspection, deposit measurement, and project-specific functional evidence. No single test proves every quality attribute.
XRF measurement: Measures nickel and gold deposit thickness at defined locations without destroying the board.
Solderability testing: Evaluates whether the surface wets under the selected test method and conditioning.
Adhesion checks: Detect plating separation or weak interfaces under the specified method.
Cross-section or stripped-gold analysis: Supports deeper investigation of nickel corrosion and interface morphology.
Assembly evidence: Reflow, joint inspection, shear or pull testing, and product-level qualification may be needed when the application is demanding.
An XRF report is valuable because it confirms thickness at measured points, but it does not by itself prove solderability, corrosion severity, cleanliness, or final joint reliability. The acceptance plan should match the actual failure risk.
ENIG vs HASL
ENIG vs HASL is mainly a trade-off between flatness and process cost. ENIG normally provides flatter pads for fine-pitch assembly, while lead-free HASL is often more economical for designs that tolerate coating variation.
Decision Point
ENIG
Lead-Free HASL
Pad flatness
Very flat chemical deposit
More thickness variation from solder leveling
Fine-pitch assembly
Usually preferred for BGA, QFN, and dense SMT
Better suited to less demanding pad geometries
Thermal exposure during finishing
Lower-temperature chemical process
Board contacts molten solder during finishing
Main process risk
Nickel corrosion and black pad if poorly controlled
ENIG vs ENEPIG differs mainly because ENEPIG adds an electroless-palladium layer between nickel and immersion gold. That palladium barrier broadens bonding options and separates the immersion-gold reaction from the nickel surface, but it adds chemistry, process control, and cost.
Item
ENIG
ENEPIG
Layer structure
Nickel + immersion gold
Nickel + palladium + immersion gold
Typical selection reason
Flat solderable finish for general fine-pitch assembly
Soldering plus broader wire-bonding or interface requirements
Black pad pathway
Direct gold-on-nickel displacement requires tight control
Palladium separates nickel from the immersion-gold reaction
Relative process cost
Lower
Higher
ENEPIG should not be selected merely because it has one more metal layer. The application needs to justify the added finish. See our ENIG vs ENEPIG manufacturing comparison for additional process context.
When Should You Choose an ENIG PCB?
Choose an ENIG PCB when the design needs flat solderable pads and the assembly, storage, electrical, and wear conditions fit the finish. ENIG is often a strong candidate for:
BGA, QFN, CSP, and fine-pitch SMT land patterns;
HDI or via-in-pad structures that require controlled coplanarity;
mixed SMT and through-hole assemblies;
boards with isolated pads that cannot use electrolytic plating connections;
projects needing better pre-assembly oxidation protection than a bare copper surface;
low-wear contacts that have been qualified for the actual mechanical cycle.
Consider another finish when repeated contact wear, very low cost, aggressive wire bonding, or ultra-low-loss RF performance dominates the decision. Rogers data shows that nickel-bearing ENIG can add conductor loss, especially in thin microstrip or tightly coupled coplanar structures at microwave and millimeter-wave frequencies. In such cases, compare immersion silver, OSP, selective finishing, or another qualified low-loss finish rather than assuming ENIG is harmless.
How Should ENIG Be Specified on a Fabrication Drawing?
An ENIG fabrication note should identify the finish, governing specification, revision, deposit requirement, and any special inspection or application need. Writing only “gold finish” is ambiguous because it does not distinguish ENIG from ENEPIG, hard gold, soft electrolytic gold, or another nickel/gold system.
A practical drawing package should make the following clear:
applicable IPC-4552 revision or customer-controlled specification;
nickel and gold requirements, including any permitted exception;
measurement method, coupon or pad requirements, and reporting expectations;
whether pads are for soldering, low-wear contact, wire bonding, RF traces, or another special function;
selective hard gold, ENEPIG, OSP, or other mixed-finish areas if required;
storage, packaging, solderability, cleanliness, or qualification requirements that exceed normal purchase acceptance.
Include the finish requirement in the fabrication drawing or controlled notes, not only in an email or quotation comment. The Gerber data shows exposed copper geometry, but it does not define the complete finish acceptance requirement.
What Affects ENIG Cost and Lead Time?
ENIG usually costs more than HASL or OSP because it adds controlled chemical processing, precious-metal consumption, bath maintenance, measurement, and inspection. The finish may also affect lead time when the board needs unusual thickness, selective finishes, special coupons, additional testing, or project-specific documentation.
Gold requirement: A nonstandard deposit target can change chemistry time and cost.
Panel design and exposed area: Total plateable area affects process loading and material consumption.
Mixed finishes: ENIG combined with hard gold or OSP adds masking and process steps.
Testing and reports: XRF maps, solderability tests, cross-sections, or extra coupons require planning.
Special applications: Wire bonding, RF conductors, contacts, and high-reliability products need more review than a standard solder-only finish.
Storage and packaging: Long storage windows or controlled packaging requirements may add handling and documentation.
For a useful quotation, provide the Gerber or ODB++ data, fabrication drawing, stackup, board quantity, panel requirements, finish specification, and any assembly or test expectations. This allows finish cost to be evaluated with the whole build rather than as an isolated checkbox.
FAQ About ENIG PCB
What is the ENIG PCB full form?
ENIG stands for Electroless Nickel Immersion Gold. It is a two-layer metallic finish applied over exposed PCB copper: electroless nickel forms the barrier and solderable surface, while immersion gold protects the nickel before assembly.
Is ENIG real gold?
Yes, the top deposit is gold, but it is extremely thin and is produced by an immersion displacement reaction. ENIG should not be confused with thick electrolytic hard gold used for wear-resistant edge contacts.
Does ENIG contain nickel?
Yes. Nickel is the main functional layer between copper and gold. It provides the solderable barrier, but its chemistry must be controlled to reduce corrosion risk, and it can add loss to some high-frequency transmission lines.
Can ENIG be used for gold fingers?
ENIG may suit low-wear contacts, but repeated insertion edge fingers normally require electrolytic hard gold with a specified nickel underplate and wear thickness. The mechanical cycle and contact force should determine the finish.
What is ENIG PCB finish shelf life?
ENIG PCB finish shelf life depends on deposit quality, cleanliness, packaging, humidity, temperature, handling, and the customer’s assembly standard. Do not assume a universal storage period; confirm the supplier’s controlled storage condition and requalification rule.
Can ENIG be soldered more than once?
ENIG is commonly used on double-sided assemblies that undergo more than one thermal cycle. The acceptable number of reflows depends on laminate, component, solder paste, profile, pad design, storage history, and the product qualification plan.
Is ENIG suitable for wire bonding?
ENIG can support some bonding applications, but suitability depends on wire material, bond method, deposit condition, and the specified process. ENEPIG or another finish may be more appropriate when wire bonding is a primary requirement.
Does XRF detect ENIG black pad?
XRF measures nickel and gold thickness, not the complete condition of the buried nickel surface. It supports process control but cannot alone rule out hyper-corrosion, contamination, poor solderability, or a brittle interface.
Is ENIG suitable for RF PCBs?
ENIG can work in many RF boards, but the nickel layer can increase conductor loss and phase variation as frequency, current concentration, and finish sensitivity rise. Microwave and mmWave designs should compare finishes using the actual transmission-line geometry and loss budget.
What files are needed to quote an ENIG PCB?
Send Gerber or ODB++ data, drill files, fabrication drawing, stackup, dimensions, quantity, finish specification, and any coupon, XRF, solderability, assembly, or packaging requirements. Include BOM and placement data when PCBA is also required.
How Can EBest Circuit Support Your ENIG PCB Project?
At EBest Circuit, we review the finish together with the PCB structure, exposed-pad geometry, component pitch, assembly plan, test requirements, and end-use conditions. We can support PCB fabrication and PCBA projects that specify ENIG, while confirming nonstandard thickness, selective finishes, reporting, and special reliability requirements before production.
Send your Gerber files, fabrication drawing, stackup, quantity, ENIG requirement, and any assembly or inspection notes to sales@bestpcbs.com. Our engineering team will review the data and help confirm whether ENIG PCB finish fits the project or whether another surface finish should be evaluated. You can also review our FR4 PCB manufacturing process when planning the full bare-board build.
An rf amp circuit is used to increase the strength of a radio frequency signal before it reaches an antenna, receiver stage, RF module, coaxial cable, or test system. For engineers and buyers, the practical question is not only how the circuit works, but whether the RF amplifier board can be manufactured, assembled, inspected, and tested reliably.
That is where PCB and PCBA review becomes important. An RF amp circuit may involve controlled impedance, SMA connectors, RF materials, grounding, shielding, copper thickness, thermal control, component placement, soldering, and RF testing. EBest Circuit (Best Technology) supports RF-related PCB fabrication, component sourcing, SMT assembly, through-hole assembly, inspection, and small-batch PCBA projects. If your RF amplifier project is ready for manufacturing review, please send your Gerber files, stackup, BOM, RF notes, connector drawing, and test requirements to sales@bestpcbs.com.
What Is an RF Amp Circuit?
An RF amp circuit is a radio frequency amplifier circuit that increases RF signal power, voltage, or current within a specified frequency range.
It may be used in:
wireless communication modules
RF test equipment
antenna systems
receiver front ends
transmitter output stages
IoT and telemetry products
industrial RF modules
medical or sensing equipment
satellite or base station related products
The exact circuit function depends on the customer’s RF design. Some RF amplifiers focus on low noise. Some focus on output power. Some need wide bandwidth. Some need high linearity. Some must work with a 50 ohm RF path and SMA or coaxial connectors.
For PCB manufacturing, the most important point is not to redesign the amplifier. The customer’s RF design team should define the frequency, gain, active components, matching network, and performance target. The PCB manufacturer’s role is to help turn approved circuit files into a stable PCB or PCBA build.
RF Amp Circuit vs RF Amplifier Circuit
In many searches, rf amp circuit and rf amplifier circuit mean almost the same thing. “Amp” is simply a shorter way to say “amplifier.”
However, the wording can reveal different user expectations:
Search Term
Common Search Intent
rf amp circuit
Short search for circuit explanation, example, or board project
rf amplifier circuit
More formal circuit explanation
radio frequency amplifier circuit
Educational explanation or technical reference
rf power amplifier circuit
Higher output power or transmitter-related circuit
rf amplifier module
Product/module level search
amplifier circuit PCB
PCB manufacturing or assembly angle
For this article, the focus is not only the circuit idea. The focus is what happens when an RF amplifier circuit becomes a manufacturable PCB and PCBA project.
If the board is poorly laid out or poorly assembled, even a correct schematic may perform badly. Problems such as impedance discontinuity, poor grounding, long RF traces, wrong connector footprint, weak solder joints, heat buildup, or shield contact issues can affect the final result.
RF Power Amplifier Circuit vs Low Noise Amplifier Circuit
RF amplifier circuits are not all the same. Two common categories are RF power amplifier circuits and low noise amplifier circuits.
Circuit Type
Main Goal
PCB/PCBA Concern
RF power amplifier circuit
Increase output power
Heat, copper, grounding, current path
Low noise amplifier circuit
Preserve weak signal quality
Noise, shielding, short RF path
Broadband RF amplifier
Work across wide frequency range
Stable impedance and layout symmetry
RF driver amplifier
Drive the next RF stage
Matching and thermal stability
RF module amplifier
Integrated product function
Connector, enclosure, testing
For a power amplifier, copper thickness, heat spreading, via placement, component derating, and solder joint strength may become important. For a low noise amplifier, the layout is usually more sensitive to grounding, shielding, leakage paths, component placement, and noise coupling.
EBest Circuit does not decide the amplifier topology for the customer. That belongs to the RF design side. Our value is to review whether the PCB files, stackup, material, assembly notes, and test requirements match the manufacturing path.
Radio Frequency Amplifier Circuit Diagram and PCB File Review
A radio frequency amplifier circuit diagram is only one part of the production package. Before a board can move into fabrication and assembly, the manufacturer needs enough files to understand both the electrical and mechanical requirements.
Useful production files include:
Gerber or ODB++ files
PCB stackup drawing
BOM with approved part numbers
CPL / pick-and-place file
Assembly drawing
Schematic or RF notes when allowed
Connector datasheets
Controlled impedance requirements
SMA or coaxial connector drawing
Shielding or enclosure notes
Testing requirements
Packing and labeling requirements
For RF projects, missing information can create real production risk. For example, a connector may appear correct in the BOM but require a specific board thickness, edge clearance, solder pad geometry, or mounting style. A controlled impedance trace may be drawn correctly in layout software but still need stackup confirmation before fabrication.
Before production, EBest Circuit can review the manufacturing files and raise EQ questions if something needs confirmation. This is especially useful when the project includes RF connectors, impedance control, high-frequency material, shielding cans, or mixed SMT and through-hole assembly.
50 Ohm Impedance in RF Amp Circuit PCB Manufacturing
Many RF amp circuit boards use a 50 ohm signal path. This is common for RF test equipment, coaxial cables, SMA connectors, antennas, RF modules, and many communication systems.
A 50 ohm path is affected by trace width, copper thickness, dielectric thickness, material dielectric constant, solder mask condition, reference plane distance, connector transition, via structure, and manufacturing tolerance.
The 50 ohm requirement should be confirmed before fabrication, not only checked after the board is made. If impedance control is required, the stackup, trace width, dielectric thickness, copper thickness, and test coupon should be reviewed together.
For RF PCBs, EBest Circuit can support controlled impedance review and provide impedance test reports when required by the customer. For related RF material and manufacturing options, customers can also review our RF PCB capability page.
SMA Connectors, Grounding, and Shielding in RF Amp Circuit Boards
SMA connectors are common in RF amp circuit boards because they provide a practical interface between the PCB and coaxial cable, antenna, RF instrument, or external module.
SMA connector reliability depends on more than the part number.
Key manufacturing details include:
PCB thickness at the connector area
edge-launch or through-hole connector type
center pin pad geometry
ground terminal contact
solder mask opening
mounting hole or flange requirement
connector height and mechanical clearance
coaxial cable direction
soldering method
final inspection access
Grounding and shielding are equally important. RF amplifier boards may use ground vias, via fences, shielding cans, connector shell grounding, enclosure contact, or separated RF and power areas. If the board uses a shielding can, the solder pads must allow stable attachment. If the project uses board-level shielding, the PCBA process should keep shield placement, soldering, and inspection clear.
A related EMI shield PCB article may be useful when the RF amplifier board also has shielding structures or enclosure-level EMI control.
RF Amp Circuit PCB Materials and Stackup Choices
The material choice for an RF amp circuit board depends on frequency, loss requirement, board thickness, cost target, thermal need, and the customer’s approved RF design.
Common options may include:
standard FR4 for lower-frequency or cost-sensitive RF products
high-Tg FR4 for better thermal and process margin
Rogers or other RF laminate for lower loss or tighter RF performance
hybrid stackup when RF and digital/power sections share one board
metal core or thermal structure when heat is a major concern
Not every RF amplifier board needs expensive RF laminate. Some lower-frequency or less sensitive projects can be manufactured with carefully controlled FR4. However, higher-frequency, high-power, low-noise, or insertion-loss-sensitive projects may require better material control.
For manufacturing review, the stackup should match the RF path, power path, grounding strategy, assembly method, and mechanical requirement. A stackup that looks acceptable electrically but is difficult to laminate, drill, plate, or assemble may create production risk.
Thermal Control for RF Power Amplifier Circuit Boards
RF power amplifier circuits can generate heat. If the heat is not controlled, performance and reliability may suffer.
Thermal review may involve:
copper thickness
large copper areas
thermal vias
component pad design
heat spreading path
board thickness
solder joint reliability
component derating
shield or enclosure heat path
test condition and operating duty cycle
For higher-power RF boards, the heat path should be discussed before production. The PCB manufacturer can review copper thickness, via process, material selection, solderability, and assembly feasibility, but the customer should define the power level, thermal simulation target, enclosure condition, and operating environment.
If the project is related to a higher-power amplifier, our previous article on high power RF amplifier circuit can be used as a supporting reference.
SMT Assembly and Testing for RF Amp Circuit PCBA
RF amp circuit PCBA projects often include small RF components, SMA connectors, shield cans, regulators, matching components, filters, inductors, capacitors, and sometimes through-hole or mechanical parts.
Small quantity does not mean low process risk.
Assembly risks may include:
wrong RF component value
component rotation
poor solder wetting
tombstoning of small passives
SMA solder joint weakness
shield can solder gap
connector tilt
flux residue near RF areas
thermal pad voiding
inspection blind spots
Testing also needs planning. Some projects only need visual inspection and electrical continuity. Others may require RF performance testing, functional testing, programming, or fixture-based verification. When RF test requirements are defined by the customer, EBest Circuit can coordinate the manufacturing and assembly side so the boards are prepared for the required test method.
For PCBA projects, the most useful test notes are practical: test points, connector access, pass/fail criteria, fixture needs, labeling method, and packing requirements.
RF Amp Circuit Manufacturing Case Study
A U.S. customer needed a small batch of RF amplifier PCB assemblies for a wireless test module used during engineering validation. The board was not a simple FR4 prototype. It needed stable RF transmission, connector reliability, clean assembly, and test-ready delivery.
Project requirements:
Customer region: USA
Application: Wireless RF test module
Quantity: 20 pcs pilot build
PCB type: 4-layer RF amplifier PCB
Material: High-Tg FR4 with RF path review
Finished thickness: 1.6mm +/-10%
Copper thickness: 1oz finished copper
Surface finish: ENIG
Connector: SMA interface for RF input/output
Impedance: 50 ohm RF trace control
Assembly: SMT + connector assembly
Testing: Visual inspection, electrical test, and customer-defined RF test preparation
Kept production notes visible from file review to final shipment.
Result:
The customer received 20 RF amplifier PCB assemblies ready for engineering validation. The value was not only making the PCB. The value was keeping RF path, connector mounting, impedance control, SMT assembly, inspection, and packing details connected before the boards reached the customer’s test bench.
This is the type of project where one unclear connector note or one missed impedance requirement can delay the whole validation schedule. A controlled manufacturing review helps reduce that risk before the pilot build starts.
Why Choose EBest Circuit for RF Amp Circuit PCB Projects?
EBest Circuit is suitable for RF amp circuit PCB and PCBA projects when the customer needs more than bare board fabrication.
What EBest Circuit can support:
RF PCB fabrication
FR4, high-Tg FR4, RF laminate, and hybrid material review
Controlled impedance review
SMA and RF connector assembly support
SMT assembly and through-hole assembly
Component sourcing based on approved BOM
DFM and assembly file review
Electrical testing and inspection
Small-batch and pilot production
Packing and delivery coordination
EBest Circuit has worked in PCB and PCBA manufacturing since 2006. The company supports prototype, small-batch, and production projects for customers in more than 40 countries and regions. Quality support includes ISO9001, ISO13485, IATF16949, AS9100D, RoHS, REACH, and UL-related documentation.
For RF amp circuit projects, stable engineering communication matters. The board may involve RF traces, connectors, controlled impedance, shielding, thermal concerns, and assembly details at the same time. EBest Circuit’s engineering and production teams can help keep those details visible before fabrication and assembly begin.
FAQs About RF Amp Circuit
1. What is an RF amp circuit?
An RF amp circuit is a radio frequency amplifier circuit used to increase RF signal strength within a defined frequency range. It may be used in wireless modules, antenna systems, RF test equipment, transmitters, receivers, and communication products.
2. Is an RF amp circuit the same as an RF amplifier circuit?
Yes, in most searches they mean the same thing. “RF amp circuit”is a shorter phrase, while “RF amplifier circuit”is the more formal term.
3. Does an RF amp circuit PCB always need 50 ohm impedance?
Not always, but many RF amplifier boards use 50 ohm paths because SMA connectors, coaxial cables, antennas, and RF instruments commonly use 50 ohm systems. The exact requirement should come from the customer’s RF design.
4. Can EBest Circuit design the RF amplifier circuit?
EBest Circuit does not replace the customer’s RF design team. The active device, topology, gain target, matching network, and RF performance target should come from the customer. EBest Circuit can review PCB manufacturability, stackup, impedance, connector mounting, assembly, and testing requirements.
5. What files should I send for RF amp circuit PCB manufacturing?
Useful files include Gerber or ODB++, stackup drawing, BOM, CPL file, assembly drawing, connector datasheets, impedance notes, RF test requirements, and packing instructions.
All in all, an rf amp circuit project is not only about the amplifier schematic. It is about making sure the RF path, PCB material, impedance, connector, grounding, shielding, assembly, inspection, and testing requirements can move through production without avoidable confusion. If your project is ready for PCB or PCBA review, please send your files and questions to sales@bestpcbs.com.
micro usb pin configuration is the pin assignment used by a Micro USB connector to carry power, USB 2.0 data signals, identification, and ground. For most Micro USB 2.0 connectors, the five pins are VBUS, D-, D+, ID, and GND.
For engineers, buyers, and PCBA project teams, Micro USB pinout information is not only useful for cable wiring. It also affects connector footprint selection, solder joint reliability, ESD protection, functional testing, and how clearly the PCB assembly requirements should be communicated before production.
This guide explains the Micro USB 5-pin configuration, wiring color code, ID pin function, charging cable and data cable differences, and the PCB/PCBA checks that matter when a Micro USB connector is used on an electronic product.
Micro USB connector mounted on a PCB for pin configuration and assembly review.
What Is the Micro USB Pin Configuration?
The Micro USB pin configuration is the order and function of the pins inside a Micro USB connector. A standard Micro USB 2.0 connector uses five pins: one power pin, two data pins, one ID pin, and one ground pin.
Basic Micro USB pin assignment:
Pin
Signal
Common Function
1
VBUS
+5V power input
2
D-
USB 2.0 negative data line
3
D+
USB 2.0 positive data line
4
ID
OTG identification pin
5
GND
Ground return path
If you are comparing Micro USB with USB-A, USB-B, USB 3.0, or USB-C connectors, this related guide on USB port pin configuration can help you understand the broader connector family.
Micro USB Pinout Table: VBUS, D-, D+, ID, and GND
A Micro USB pinout table is usually the fastest way to confirm how each pin should be connected. The exact footprint should always be checked against the connector datasheet, because pad numbering, shell pads, mechanical pins, and orientation can vary by part number.
Micro USB 5-pin pinout showing VBUS, D-, D+, ID, and GND.
Micro USB Pin
Name
Typical Connection
PCB Check
Pin 1
VBUS
5V input or charging power
Confirm power trace width, fuse, and protection needs.
Pin 2
D-
USB 2.0 data pair
Route with D+ as a controlled pair where required.
Pin 3
D+
USB 2.0 data pair
Keep routing short and avoid unnecessary stubs.
Pin 4
ID
OTG role identification
Confirm whether the design uses OTG or leaves ID unused.
Pin 5
GND
Ground
Connect to a stable ground return and shield strategy.
For PCB production, the important point is not only whether the signals are named correctly. The connector footprint, pad size, solder mask opening, shell retention pads, mounting style, and assembly notes must match the actual connector and the expected use environment.
What Are the 5 Pins in a Micro USB Connector?
The five pins in a Micro USB connector support power, data, device identification, and ground. Each pin has a different design concern on the PCB.
VBUS carries the typical 5V USB power line. In a charging or powered device, this pin may need protection, filtering, current control, or a clear connection to the power management circuit.
D- and D+ are the USB 2.0 differential data lines. These two traces should be reviewed carefully because routing imbalance, long stubs, poor return paths, or nearby noise sources can create signal quality problems.
ID is used for USB On-The-Go role detection. In many Micro-B device designs, the ID pin is not used. In OTG-related designs, its connection must follow the product design requirement.
GND is the ground return. It is also part of the connector reliability discussion because the connector shell, shield tabs, ESD strategy, and grounding approach can affect both electrical performance and mechanical robustness.
Micro USB Wiring Diagram and Wire Color Code
A common Micro USB cable color code is red for VBUS, white for D-, green for D+, and black for GND. The ID pin may not be connected in many standard cables. However, wire colors are not a substitute for verification, because cable suppliers and custom harnesses may not always follow the same color convention.
Common Wire Color
Signal
Function
Red
VBUS
+5V power
White
D-
USB data negative
Green
D+
USB data positive
Black
GND
Ground
Not always present
ID
OTG identification
For a PCB or PCBA project, the cable and connector should be treated as part of the full assembly requirement. If the product depends on both charging and data transfer, the test plan should verify VBUS, D-, D+, and GND continuity instead of assuming the cable is data-capable.
USB-A to Micro USB Wiring: Charging Cable vs Data Cable
A USB-A to Micro USB cable may be built as a charging cable, a data cable, or a custom cable. A charging-only cable may connect VBUS and GND but omit usable D- and D+ data connections. A data cable should carry VBUS, D-, D+, and GND correctly.
This distinction matters during product validation. A device may charge normally but fail data transfer if the cable is charge-only or if D+ and D- are incorrectly wired. During PCBA functional testing, the test fixture and cable type should match the real product requirement.
For purchasing and production teams, this is also a BOM control issue. If the cable is bundled with the product, its function should be specified clearly. If the cable is only used for testing, the test cable should still be controlled so that false failures and false passes are reduced.
What Does the Micro USB ID Pin Do?
The Micro USB ID pin is mainly related to USB On-The-Go behavior. It helps determine whether a device should act as a host or a peripheral in designs that support OTG functionality.
In many Micro USB Type-B device designs, the ID pin is left unused or floating according to the product requirement. In OTG applications, the ID pin connection must be handled intentionally. It should not be guessed during PCB layout or assembly preparation.
From a manufacturing support perspective, EBest Circuit (Best Technology) can review approved PCB layout files, BOM information, connector footprints, and assembly notes for manufacturability. However, the final USB role design, protocol behavior, firmware, and compliance decisions should come from the product design team.
Micro USB Type-B Pinout vs Other USB Connector Types
Micro USB Type-B is commonly used on compact devices that need a small USB 2.0 connector for power and data. It should not be confused with Mini USB, USB 3.0 Micro-B, or USB-C.
Connector Type
Typical Pins
Common Use
Micro USB 2.0 Type-B
5 pins
Compact power and USB 2.0 data connection
Mini USB
5 pins
Older portable devices
USB 3.0 Micro-B
More pins
Higher-speed USB 3.0 devices
USB-C
More complex pin set
Modern reversible USB connection
When choosing a connector for a PCB project, the pinout is only one part of the decision. Mechanical strength, product thickness, insertion cycles, assembly method, supply availability, and test requirements should also be considered.
PCB Layout and DFM Checks for a Micro USB Connector
A Micro USB connector is a small mechanical and electrical interface, so PCB layout and DFM review are important before production. Even when the schematic pin names are correct, manufacturing issues can still appear if the connector footprint, pad design, or assembly notes are unclear.
Key checks include:
Confirm the footprint against the exact connector datasheet.
Check pad dimensions, solder mask openings, and stencil requirements.
Review shell pads and mounting tabs for mechanical strength.
Keep D+ and D- routing clean and balanced for the application requirement.
Place ESD protection close enough to the connector when required by the design.
Confirm connector orientation, board edge clearance, and enclosure fit.
Define inspection and functional testing requirements before assembly.
Micro USB connector inspection helps verify solder joints, mounting tabs, and connector area quality.
For prototype and small-batch builds, these details can save time because connector-related failures often appear during handling, repeated plugging, final enclosure fit, or functional testing. If your project needs quick validation, prototype PCB assembly support can help move the design from files to working boards faster.
Micro USB and USB Hub PCB Assembly Case Reference
A Micro USB connector is often part of a larger PCB or PCBA system, such as a USB hub board, compact control module, portable device, sensor interface, or embedded communication product. In these projects, the connector itself is only one detail. The full board must also meet impedance, mechanical fit, soldering reliability, BOM control, and delivery requirements.
For example, EBest Circuit (Best Technology) supported a Belgium customer with a USB hub-related rigid-flex PCB project. The board used a 3-layer rigid-flex structure, with an FPC area using ED copper and PI material, a rigid PCB area for component mounting, ENIG surface finish, gold finger bevel design, and 90-ohm impedance control. The order quantity was 100 pcs, and the related SMT assembly requirement was handled as part of the project workflow.
Assembly support: SMT assembly with material procurement support
Main challenges:
Keeping the USB signal path stable with 90-ohm impedance control
Matching the rigid-flex structure to the connector and product assembly space
Reviewing the PCB production files before manufacturing
Managing PCB fabrication and SMT assembly as one connected workflow
EBest Circuit solution:
Reviewed the production files and stackup before fabrication
Confirmed the rigid-flex PCB process requirements with the customer before production
Supported PCB manufacturing, component sourcing, and SMT assembly
Helped the customer move from engineering files to assembled boards for validation
This type of project shows why Micro USB pin configuration should not be treated as an isolated wiring detail. When a USB connector is used on a real PCB or PCBA, the supplier must also understand the board structure, impedance requirement, connector area, assembly process, and inspection points before production.
How EBest Supports Micro USB PCB and PCBA Assembly Projects
EBest Circuit (Best Technology) supports customized PCB and PCBA projects where Micro USB connectors are part of the product hardware. Our team can help engineers and buyers connect design files, BOM requirements, PCB fabrication, sourcing, assembly, and testing into one production workflow.
EBest Circuit supports Micro USB PCB and PCBA projects with:
DFM review for approved PCB layout files.
Connector footprint and assembly note review for manufacturability.
PCB fabrication for prototype, small-batch, and production needs.
SMT and suitable through-hole assembly processes when the connector or design requires them.
Inspection and functional testing support based on the project requirement.
EBest does not replace the product design team for USB protocol design, firmware development, driver development, or compliance certification decisions. Instead, we support the manufacturability and production side of the project so the approved design can move into reliable PCB and PCBA production.
FAQs About Micro USB Pin Configuration
How many pins does a Micro USB connector have?
A standard Micro USB 2.0 connector has five pins: VBUS, D-, D+, ID, and GND.
What is the color code for Micro USB wires?
The common color code is red for VBUS, white for D-, green for D+, and black for GND. Always verify the actual cable because color conventions can vary.
What is the ID pin on Micro USB used for?
The ID pin is used for USB OTG role identification. In many Micro USB Type-B device designs, it may be unused or left floating according to the design requirement.
Can a Micro USB charging cable transfer data?
Not always. Some charging-only cables connect power and ground but do not provide usable D+ and D- data lines. A data cable should support VBUS, D-, D+, and GND connections.
What should be checked before assembling a Micro USB connector on a PCB?
Check the exact connector footprint, pad dimensions, solder mask openings, shell pads, connector orientation, D+/D- routing, ESD protection, inspection requirements, and functional test method.
In conclusion, micro usb pin configuration is simple at the pin table level, but it becomes more important when the connector is mounted on a PCB and used in a real product. A clear pinout, verified connector footprint, controlled BOM, careful assembly process, and practical testing plan can reduce connector-related failures before production.
EBest Circuit (Best Technology) supports PCB manufacturing, DFM review, component sourcing, PCBA assembly, and testing support for connector-based electronic projects. If you need help reviewing a Micro USB PCB or PCBA project, contact our team at sales@bestpcbs.com.
An NSMD pad is a copper land whose edge remains exposed because the solder mask opening is larger than the pad. Solder can wet the pad top and sidewall, which often improves solder-joint compliance and creates more routing room around a BGA. The choice between NSMD and solder mask-defined pads still depends on the component land pattern, ball pitch, mask capability, mechanical loading and assembly process.
This article explains the geometry behind both pad types, their practical trade-offs, and the design-to-inspection controls needed for reliable BGA assembly. It supports PCB layout, DFM, fabrication, assembly and quality decisions but does not replace the component manufacturer’s recommended land pattern.
What Is an NSMD Pad?
NSMD means non-solder mask-defined: the copper feature, rather than the mask opening, defines the solderable land. The mask is pulled back from the copper perimeter, leaving a clearance ring. During reflow, molten solder can contact the pad surface and exposed copper sidewall.
The alternative is an SMD, or solder mask-defined, pad. Its copper land is larger than the mask opening, so the solder mask overlaps the copper edge. Only the area inside the opening is intentionally exposed. “SMD” in this context describes the pad geometry; it should not be confused with the broader term “surface-mount device.”
An NSMD pad is also called a copper-defined pad or metal-defined pad. These names describe the same controlling relationship: the finished copper diameter or outline establishes the land size. That makes copper imaging and etching accuracy central to the result, while mask registration and minimum mask web still determine whether the planned clearance can be produced consistently.
Judge the geometry on the finished board, not only in the EDA library. The NSMD pad library diameter is an artwork target; the solder joint forms on the copper left after imaging, plating and etching. An undersized finished land loses solderable and bonded area, while an oversized land reduces routing and mask clearance.
The mask does not define the land diameter, but it still controls clearance around the copper perimeter and the remaining web between adjacent openings. A complete NSMD pad specification therefore connects copper diameter, mask opening, pitch, registration tolerance and finished mask dam. The name alone does not establish a manufacturable geometry.
Start with the current BGA land-pattern recommendation. Check any footprint change against ball diameter, package collapse, stencil design, board construction and mechanical loading. NSMD describes the geometry; it does not validate one land size for every component.
What Are the Advantages and Disadvantages of NSMD Pads?
NSMD pad geometry offers sidewall wetting, routing flexibility and favorable solder-joint geometry, but it provides less mask overlap to anchor the copper land. Its value is therefore strongest when the footprint, board construction and expected mechanical loads are evaluated together.
Advantages of NSMD Pads
More solderable surface: Solder can wet the top and sides of the exposed land, providing more wetted interface area than is available through a top-only opening of the same nominal diameter.
Improved routing space: A smaller copper land may leave more room for escape traces between BGA pads, particularly where pitch and layer count make fan-out difficult.
Reduced mask-edge constraint: The solder joint is not formed against a mask edge over the copper, which can reduce stress concentration in some thermal-cycling conditions.
Better copper control: Copper feature location and size are generally controlled more tightly than solder mask registration, making the copper-defined land useful when repeatable pad geometry is required.
Disadvantages of NSMD Pads
Sidewall wetting forms solder around a defined copper feature, while a smaller land can release routing width. Both benefits depend on repeatable finished copper and stable paste transfer.
Pad-lift sensitivity: Because the mask does not overlap the pad edge, the land has less supplemental restraint during rework, board bending, drop or connector-induced loading.
Mask-web constraints: Fine pitch may leave too little solder mask between adjacent openings. A broken or missing dam can change paste and solder behavior.
Etch dependence: Over-etching reduces pad diameter and annular copper area; under-etching narrows routing clearance and alters solder volume.
No universal default: Certain packages, pitches or mechanical environments may favor SMD pads, mixed strategies approved by the component supplier, or a package-specific land pattern.
The disadvantages become more important as pitch decreases. Larger mask openings reduce the web between adjacent pads, while smaller copper lands leave less bonded area to resist peeling during rework or board flex. The design must balance routing access and solder wetting against mask manufacturability and land retention, rather than selecting NSMD from a generic preference.
Control these risks in both data sets: fabrication documents define finished copper and mask limits, while assembly documents control the stencil, paste, reflow and repair limits.
What Is the Difference Between SMD and NSMD Pads?
NSMD pad size is controlled by copper, while SMD pad size is controlled by the solder mask opening. This single geometric distinction changes sidewall wetting, paste containment, routing room, copper retention, registration sensitivity and the way strain reaches the solder joint.
Comparison Dimension
NSMD Pad
SMD Pad
Defining feature
Finished copper land
Solder mask opening
Mask-to-copper relationship
Opening larger than copper pad
Opening smaller than copper pad
Exposed copper
Pad top and perimeter sidewall
Pad top inside the mask aperture
Solder containment
Less constrained by the mask edge
Mask aperture confines the exposed area
Copper pad retention
No mask overlap at the pad edge
Mask overlaps the copper perimeter
Thermal-fatigue behavior
Often favorable because of sidewall wetting and joint compliance
Mask edge can create a different strain concentration
Escape-routing room
Usually greater for the same pitch
Larger copper land may consume more channel width
Copper fabrication sensitivity
High; finished copper sets land size
Moderate; copper must remain beneath the mask overlap
Mask registration sensitivity
Clearance must remain around the entire pad
Aperture location sets the exposed land
Fine-pitch mask web
May become too narrow between enlarged openings
Can preserve a mask-defined aperture but still needs a manufacturable dam
Typical selection driver
BGA reliability, sidewall wetting and routing density
Pad anchoring, paste control or package-specific requirements
Primary failure concern
Pad lift, insufficient mask web or undersized etched land
Mask-edge stress, misregistered aperture or reduced exposed area
Nominal diameter alone cannot decide between the two. NSMD places more control on copper fabrication; SMD places more on mask aperture placement. Compare them with the same package, pitch, copper thickness, finish, stencil and loading condition, then identify the process with the smallest remaining margin.
When Should NSMD Pads Be Used or Avoided?
Use NSMD pads when the component land pattern supports them and the design benefits from sidewall wetting or tighter BGA escape routing. Avoid treating them as a universal rule, especially when mask dams, pad adhesion or severe mechanical loading dominate the risk.
When to Use NSMD Pads
Use for recommended BGA footprints: Apply NSMD when the component supplier specifies a copper-defined land and provides compatible copper and mask dimensions.
Use for routing-limited arrays: Consider NSMD when smaller lands provide a viable channel for fan-out without violating trace, space or via constraints.
Use for thermal-cycling priorities: Evaluate NSMD where joint compliance and sidewall wetting may improve fatigue performance under the project’s verified temperature profile.
Use with capable fabrication: Confirm finished copper tolerance, mask registration and minimum dam before relying on a narrow clearance window.
Calculate the finished routing channel and mask dam with the selected fabricator’s tolerances. If they pass only at nominal values, the layout has no production margin.
When to Avoid NSMD Pads
Avoid unsupported footprint changes: Do not convert an SMD recommendation to NSMD only to gain routing space without package-level review.
Avoid marginal mask webs: If the calculated dam is below the fabricator’s finished capability after registration tolerance, redesign the opening strategy.
Avoid unverified high-strain use: Drop, board bend, repeated connector loading and aggressive rework can make pad adhesion the limiting failure mode.
Avoid blind mixed definitions: Mixing SMD and NSMD under one component can create unequal stand-off or strain unless the package manufacturer explicitly uses that pattern.
Avoidance does not always require converting the entire array. Use a mixed pattern only when qualified package guidance specifies it; an improvised pattern can change local stand-off and strain.
How Should NSMD Pads Be Designed for Reliable BGA Solder Joints?
Design the land, mask opening, escape routing and assembly process as one controlled system. Use the following sequence.
Confirm the package land pattern. Record ball pitch, ball diameter, copper land, mask opening and pad definition from the current component drawing. Check the revision and whether the dimensions apply to the PCB land, package substrate or stencil. Do not scale a generic footprint when package-specific guidance is available.
Define the service loads. List the required thermal range, cycle count, vibration, drop, board bending and permitted rework exposure. Identify whether solder fatigue, copper-pad retention, package warpage or enclosure strain is most likely to limit reliability.
Select the escape structure. Choose dog-bone fan-out, blind microvias or via-in-pad from the pitch, I/O count and finished routing rules. Include neck-down length, via annular ring, plane clearances and the layer transitions needed to reach inner routing layers.
Set copper and mask limits. Keep clearance around the finished copper pad while preserving the fabricator’s minimum finished mask dam. State the target, tolerance and inspection point for both features so nominal CAD values are not mistaken for finished acceptance limits.
Coordinate paste and reflow. Match the stencil aperture and paste volume to the land, via structure, component and reflow profile. Review aperture reduction, stencil thickness, paste release, via-cap planarity and package collapse together because each affects final solder volume.
Verify before production. Inspect Gerber or ODB++, complete fabrication and assembly DFM, and approve representative hardware by solder paste inspection, X-ray and electrical test. Where service risk justifies it, add cross-section, bend, thermal-cycle or daisy-chain validation with written acceptance criteria.
Release a controlled NSMD pad record that links the package drawing, copper and mask data, fabrication tolerances, stencil revision and inspection plan. Do not rely on the EDA library name alone.
How Should NSMD Pad Size, Solder Mask Expansion and Spacing Be Set?
Set NSMD geometry from the component land pattern, then prove that the worst-case finished mask opening still clears the copper pad and leaves a producible dam. A nominal clearance that looks correct in CAD can disappear after copper and mask tolerances are applied.
Fix the finished copper target. Use the package supplier’s land diameter or a qualified project value. State whether the number is a CAD target, artwork diameter or finished acceptance dimension. If CAM applies etch compensation, retain both the released artwork value and the required finished result.
Add radial mask clearance. For a circular NSMD pad, nominal mask opening diameter equals copper pad diameter plus twice the radial expansion. A 0.30 mm copper pad with 0.05 mm expansion per side produces a 0.40 mm nominal opening; this is an example, not a universal recommendation.
Calculate the nominal mask dam. For equal circular pads on pitch P, the nominal dam between openings is P − opening diameter. At 0.50 mm pitch with a 0.40 mm opening, the nominal dam is 0.10 mm before process allowances.
Apply the tolerance stack. Subtract the relevant copper-size variation, mask-opening variation and relative registration allowance using the fabricator’s stated method. Confirm whether tolerances are radial, diametric, unilateral or positional. Registration is positional, so treating it as a simple diameter tolerance can understate worst-side clearance.
Check trace and via clearances. The finished copper pad must preserve spacing to escape traces, dog-bone vias, filled microvias and adjacent nets after etch compensation. Review array corners and neck-down transitions, not only the repeating center cell.
Resolve conflicts through DFM. If the mask dam or routing channel fails at worst case, consider a supplier-approved gang opening, revised pad definition, qualified narrow routing, via-in-pad, buildup changes or a different escape strategy. Record the exception so it is not lost during a later CAM or supplier change.
The drawing should identify the controlling dimensions and acceptance method. Without that distinction, the library value, plotted artwork and finished board measurement may be compared as if they were the same object.
Check three finished conditions: smallest copper land, largest copper land and maximum mask shift. They test bonded area, routing clearance and worst-side mask encroachment, respectively.
How Do Copper Etching and Solder Mask Registration Tolerances Affect NSMD Pads?
Copper etching changes the land that defines an NSMD pad, while mask registration changes the clearance around it. Their combined effect can produce an undersized pad, uneven exposed sidewall, insufficient dam or local mask encroachment even when nominal data are correct.
Over-etching: Reduces finished pad diameter, solderable area and pad-to-laminate bond area. It may also alter paste-to-pad area ratio.
Under-etching: Enlarges the pad, reduces routing clearance and consumes part of the planned mask pullback.
Mask shift: Creates unequal radial clearance. Severe shift can expose excess laminate on one side and approach or cover copper on the other.
Opening variation: Changes the mask dam between neighboring BGA lands and may convert separate openings into an unintended broken web.
Layer-to-layer scaling: Panel movement and imaging compensation can affect copper-to-mask alignment across a large array or panel.
DFM should therefore report both the nominal geometry and the predicted finished condition. Useful controls include artwork compensation, solder mask registration targets, minimum finished dam, coupon or sample measurements, and a clear escalation rule when the array cannot meet all limits simultaneously.
Sample NSMD pad measurements across the panel; one array can miss scaling or positional trends. Agree on the measurement method, magnification, sample size and limits before fabrication.
Match the correction to the cause. A larger mask opening may remove encroachment but break the dam; larger copper artwork may recover an over-etched land but narrow the routing channel. Recheck both copper and mask before releasing revised data.
How Do NSMD Pads Affect BGA Fan-Out, Via-in-Pad and Stencil Design?
Smaller copper lands can create more routing room, but the via and stencil must still support stable solder volume. Check the design in this order.
Choose the fan-out method. Use dog-bone escape where the finished channel fits; use blind microvias or via-in-pad when it does not. Include breakout direction and layer assignment because a solution for the outer rows may block inner power or ground connections.
Check finished copper spacing. Verify pad-to-trace, trace-to-trace, neck-down and annular-ring dimensions after etch compensation. Use the smallest finished spacing, not the nominal CAD gap, as the DFM decision value.
Control via-in-pad construction. Specify filling, capping and planarization so the via cannot wick solder or leave an unacceptable surface depression. Define via type, fill material, cap requirement and permitted surface condition; an open or partially filled via can remove solder from the joint.
Set the stencil aperture. Match aperture area, shape and stencil thickness to the required paste volume instead of applying a universal one-to-one opening. Review area ratio, neighboring components and any stepped-stencil need so the BGA aperture does not create a print conflict elsewhere.
Validate the assembled array. Correlate paste inspection and X-ray results with via location, stencil aperture and reflow settings before volume release. Compare edge, corner and center balls because temperature, warpage and collapse can differ across a large package.
Keep NSMD pad fan-out, via and stencil revisions linked. A late via-in-pad or copper-compensation change can alter paste loss, joint volume and routing clearance, so review PCB data, stencil data and assembly criteria together.
Which NSMD Pad Defects Can Occur During PCB Fabrication and Assembly?
NSMD defects arise from copper geometry, mask alignment, surface condition, paste transfer, reflow and mechanical loading. Finding the process stage that created the defect is more useful than labeling every BGA failure as a “pad problem.”
Defect
Likely Mechanism
Observable Evidence
Corrective Direction
Undersized copper land
Excessive etch or incorrect compensation
Optical measurement below finished requirement
Correct artwork compensation and monitor finished pad size.
Mask encroachment
Registration shift or undersized opening
Unequal clearance or mask touching copper
Adjust opening, alignment controls or footprint strategy.
Broken mask dam
Nominal web too narrow for process capability
Missing or discontinuous mask between pads
Revise openings or use an approved gang-mask approach.
Insufficient solder joint
Low paste transfer, via wicking or poor wetting
Open circuit, reduced joint volume or X-ray anomaly
Review stencil, via fill, surface condition and reflow profile.
Bridge
Excess paste, missing dam, placement error or collapse
Electrical short or connected features on X-ray
Correct aperture, mask geometry, placement and reflow conditions.
Void concentration
Via-in-pad, trapped volatiles or unsuitable reflow behavior
X-ray voids located near via or joint interface
Improve via filling, paste selection, aperture and thermal profile.
Pad lift
Rework heat, board bend, impact or low copper adhesion area
Land separates from laminate, often with an open circuit
Reduce mechanical and thermal strain; review pad definition and rework limits.
Intermittent BGA connection
Head-in-pillow, crack, warpage or marginal joint formation
Temperature- or flex-sensitive electrical failure
Correlate X-ray, warpage, reflow, cross-section and electrical evidence.
An open circuit may come from an undersized land, poor paste transfer, via wicking, head-in-pillow or a post-assembly crack. Preserve evidence from the bare board, print, placement, reflow and handling stages instead of relying on one X-ray image.
Verify each correction with the right output: finished-land measurements for etching, paste-volume data for the stencil, joint evidence for reflow, and strain controls for handling.
How Can NSMD Pad and BGA Solder Joint Quality Be Inspected?
Inspect each NSMD pad on the bare board before verifying paste transfer, hidden joints and electrical performance. Use separate methods for each failure layer.
Verify released data. Match copper, mask, paste and drill layers to the approved footprint and DFM record. Confirm that CAM compensation, panel scaling and approved mask exceptions are traceable to the correct revision.
Measure the bare board. Sample finished pad diameter, mask opening, radial clearance and mask dam at multiple panel locations. Record the measurement system and sampling plan so prototype and production results can be compared consistently.
Check surface and via quality. Inspect finish coverage, contamination, scratches, mask adhesion, via fill, cap and planarity. For via-in-pad, distinguish cosmetic color variation from a depression, void or exposed via that can change paste transfer.
Inspect solder paste. Use solder paste inspection to identify offset, poor transfer and excessive or insufficient deposits before placement. Trend volume and position across the array instead of judging only whether a deposit is present.
Examine hidden joints. Use X-ray to assess bridges, opens, solder-volume variation, joint shape and void distribution after reflow. Interpret images against package structure and viewing angle because X-ray does not prove that every interface is bonded.
Confirm function and failure mode. Apply continuity, boundary-scan or functional testing; use microsection or dye-and-pry only when root-cause evidence requires it. Destructive analysis should answer a defined question and include comparison joints so normal features are not mistaken for failures.
Link every result to the material lot, panel, assembly lot, stencil revision and reflow profile so repeated defects can be traced to a controlled process variable.
Each method has a separate job: optical measurement checks geometry, SPI checks the print, X-ray evaluates hidden features, and electrical testing confirms connectivity or function. Select the combination by package pitch, via structure and product risk.
FAQs About NSMD Pads
Q1: How should bare boards with fine-pitch BGA lands be stored before assembly?
A1: Keep boards sealed, clean and within the approved storage period. Moisture, dust, fingerprints and sulfur-bearing packaging can degrade solderability even when the pad geometry is correct. Define packaging, humidity control, shelf life and any bake decision from the laminate, finish and assembly requirements.
Q2: Are NSMD lands compatible with lead-free solder?
A2: Yes, when the finish, paste and thermal profile are qualified together. Lead-free assembly normally uses higher process temperatures than traditional tin-lead assembly, so package warpage, flux activation, wetting and rework exposure must be evaluated for the actual component and board construction.
Q3: How should BGA rework limits be controlled?
A3: Set a documented maximum number of heating cycles and record every rework event. Repeated heating can weaken copper adhesion, damage mask, oxidize the finish and increase laminate stress. A repaired assembly should pass the same electrical and inspection requirements defined by the approved repair procedure.
Q4: Does PCB thickness influence BGA joint reliability?
A4: Board thickness changes stiffness, bending response and assembly warpage. A thicker board is not automatically safer because local copper balance, component position, depanelization and enclosure loading also matter. Evaluate strain at the BGA location under the product’s real mechanical conditions.
Q5: How does copper thickness affect the finished land diameter?
A5: Thicker copper generally requires more etch compensation to reach the target feature. The fabricator should distinguish the artwork value from the finished measured diameter. Otherwise, the same CAD land can finish differently when copper weight, plating buildup or etching conditions change.
Q6: Can conformal coating be applied over a BGA area?
A6: It can, but coating and keep-out requirements should be defined before assembly. Coating beneath or around a BGA may affect inspection, cleaning, probing and future rework. Specify masking boundaries, coating material, cure conditions and acceptance criteria for the finished product.
Q7: What should be frozen for repeat production orders?
A7: Freeze the approved footprint, Gerber or ODB++, stack-up, material, finish, stencil revision and assembly profile. Require written approval before changes to copper compensation, solder mask, via fill, paste aperture or component revision. This prevents an unnoticed process change from altering the joint geometry.
Q8: When is a daisy-chain test vehicle useful?
A8: Use one when normal functional testing cannot isolate package-interconnect failures. A representative daisy-chain board can support thermal cycling, bend, drop or process-development studies. Its package, pad layout, stack-up and assembly conditions must represent the production design closely enough to make the result relevant.
Q9: Can stencil wear change BGA solder consistency?
A9: Yes; damaged apertures, residue and poor underside cleaning can change paste transfer. Define inspection and cleaning intervals, check aperture condition, and monitor paste results over the production run. Replacing a worn stencil is more reliable than compensating with unapproved print settings.
Q10: Can underfill be used beneath a BGA with NSMD lands?
A10: Yes, but the underfill process must be qualified for the package and service environment. Material flow, cure temperature, voiding, board warpage and future rework all require review. Underfill can redistribute mechanical strain, so reliability results from an unfilled assembly should not be assumed to remain unchanged.
NSMD pads are most effective when copper geometry, solder mask capability, BGA fan-out, stencil design and inspection criteria are controlled as one manufacturing system. Use the package land pattern as the starting point, test the finished tolerance stack, and validate the assembly against the actual thermal and mechanical loads.
For an NSMD pad or BGA PCB quotation, contact EBest Circuit at sales@bestpcbs.com. Send your Gerber or ODB++ files, BOM, stack-up, BGA package information, quantity, assembly requirements and test plan so our team can review manufacturability and prepare an accurate quotation.
Laser direct imaging, or LDI, transfers PCB circuit and solder mask patterns directly from digital production data onto photosensitive material. Unlike conventional exposure, it does not rely on a physical film phototool. A laser direct imaging PCB workflow uses digital production data instead of a physical mask.
This gives the PCB manufacturer more control over image scaling, alignment, and panel distortion. The process is particularly useful for HDI boards, fine-line multilayer PCBs, flexible circuits, dense BGA designs, and boards with tight solder mask registration.
LDI is not necessary for every PCB. Conventional imaging may still be suitable for boards with wider traces, generous spacing, stable materials, and relaxed registration tolerances. The correct choice depends on the design rather than the layer count alone.
What Is Laser Direct Imaging (LDI)?
Laser direct imaging is a digital PCB exposure process. An LDI machine reads CAM data generated from Gerber or ODB++ files and exposes the required pattern directly onto photoresist or liquid photoimageable solder mask. A physical film mask is not required.
LDI may be used for:
Inner-layer circuit imaging
Outer-layer circuit imaging
HDI build-up layers
Pattern-plating processes
Solder mask exposure
Flexible and rigid-flex circuits
Fine-line package substrates
LDI does not remove copper or drill holes. It creates the photosensitive pattern that controls later developing, etching, plating, or solder mask processing.
How Does Laser Direct Imaging Work?
The process begins with digital PCB artwork. CAM software converts the production data into exposure instructions for the LDI system.
Before imaging, registration cameras locate targets on the PCB panel. The machine compares their actual positions with the design coordinates and may correct:
X-Y position
Rotation
Image scale
Panel expansion or shrinkage
Local dimensional distortion
The system then exposes selected areas of the photosensitive coating with controlled ultraviolet light. After exposure, the panel enters the developing process. Soluble resist is removed, leaving the required circuit or solder mask image.
This digital correction is one of the main reasons LDI is useful for advanced PCBs. Panels can change slightly during lamination, heating, copper plating, or flex-material processing. A fixed phototool cannot easily adapt to those changes, while an LDI image can be adjusted before exposure.
What Is the Step-by-Step LDI PCB Imaging Process?
The exact workflow varies between inner layers, outer layers, and solder mask, but the main sequence is similar.
Surface cleaning: Copper is cleaned and, when required, micro-etched. Dust, oxidation, oil, or fingerprints can weaken resist adhesion.
Photoresist application: Dry-film photoresist is laminated onto copper. For solder mask, liquid photoimageable material is coated and tack-dried.
Target recognition: Cameras locate tooling holes, etched targets, or fiducials on the panel.
Digital compensation: Software adjusts the exposure image to match the actual panel dimensions.
Laser exposure: The LDI system writes the circuit or solder mask pattern onto the photosensitive layer.
Development: The soluble part of the resist is removed, revealing the required pattern.
Etching or plating: Inner layers normally proceed to etching. Outer layers may enter pattern plating before final etching.
Resist stripping: Temporary circuit resist is removed after completing its masking function.
Inspection: AOI or solder mask inspection checks for opens, shorts, missing features, registration errors, and unwanted mask coverage.
LDI improves image placement, but it cannot correct poor cleaning, unstable development, excessive etching variation, or unsuitable photoresist.
What Are the Main Components of a Laser Direct Imaging System?
An LDI machine combines imaging, optical, motion-control, and data-processing systems. Its main components normally include:
UV light source: Supplies exposure energy.
Optical system: Directs and focuses the light.
Image-modulation unit: Controls which areas are exposed.
Registration cameras: Detect panel targets.
Precision stage: Positions the panel or imaging head.
Autofocus system: Adjusts for panel thickness and surface variation.
CAM software: Converts PCB data into exposure instructions.
Handling system: Loads, aligns, turns, and unloads panels.
Environmental controls: Reduce dust, vibration, and temperature variation.
Equipment model alone does not prove manufacturing capability. PCB buyers should focus on stable line width, spacing, registration tolerance, supported materials, qualified resist systems, and volume-production performance.
What Photoresist Is Used for Laser Direct Imaging?
Circuit imaging usually uses dry-film photoresist designed for the wavelength and energy output of the LDI machine. A laser direct imaging photoresist must match the exposure wavelength and process energy. Liquid photoimageable materials are more commonly used for solder mask.
A suitable LDI photoresist should provide:
Compatibility with the exposure wavelength
Adequate photospeed
Strong adhesion to prepared copper
Resolution for the required line and space
Resistance to etching or plating chemistry
Clean developing and stripping
Stable tenting over holes, when required
A practical manufacturing process window
Common LDI systems operate with ultraviolet wavelengths such as 355 nm or 405 nm. Some equipment supports multiple wavelengths to improve compatibility with different resist systems.
The advertised resolution of a dry film should not be treated as the finished PCB capability. Actual production results also depend on copper surface roughness, resist thickness, lamination pressure, exposure energy, development control, copper thickness, and etching factor. The resist, equipment, and manufacturing process must be qualified together.
How Is Laser Direct Imaging Used for PCB Solder Mask?
In a laser direct imaging solder mask process, the PCB is first coated with liquid photoimageable material and partially dried. The LDI system then aligns the digital solder mask pattern with the actual copper pads before exposure.
After developing, solder mask is removed from pads, holes, test points, and other required openings. LDI solder mask is particularly useful for:
Fine-pitch BGA pads
QFN and LGA footprints
Small solder mask dams
Dense connector pads
Closely spaced test points
Flexible circuits
Boards with tight mask-to-pad registration
Because the image is aligned to the real panel, the manufacturer may not need to enlarge solder mask openings as much as with less accurate exposure methods. This can help preserve narrow dams between adjacent pads.
LDI does not remove the need for realistic design rules. Final solder mask openings still depend on manufacturer registration tolerance, coating thickness, solder mask chemistry, development control, surface finish, assembly requirements, and solder mask color. White, black, and other less-transmissive colors may require different exposure settings, so critical dams and colors should be specified during quotation.
Laser Direct Imaging vs Traditional Photolithography
The choice depends on whether the PCB needs digital compensation, tighter registration, or phototool-free processing.
Comparison Point
Laser Direct Imaging
Traditional Photolithography
Image source
Digital CAM data
Film or glass phototool
Physical mask
Not required
Required
Registration
Digitally corrected
Depends on film and tooling
Panel distortion
Can be compensated within process limits
More difficult to correct
Design revisions
CAM data can be updated
New film may be required
Fine features
Better suited to dense patterns
Suitable for conventional geometry
Prototype setup
No film preparation
Additional phototool preparation
Flex materials
Better compensation for dimensional movement
More dependent on fixed scaling
Equipment investment
Higher
Usually lower
Simple volume boards
May offer limited benefit
Often practical and economical
Traditional imaging remains suitable when the board geometry is comfortably within the manufacturer’s process window. LDI becomes more valuable as trace, spacing, and registration margins become tighter.
What Are the Advantages of Laser Direct Imaging?
LDI provides practical benefits when imaging accuracy is a major manufacturing constraint:
More accurate registration: The exposure image can be matched to the measured panel.
Better fine-line support: Narrow traces, spaces, pads, and solder mask dams can be positioned more accurately.
Faster engineering revisions: Updated artwork does not require a new film set.
Fewer phototool defects: Film scratches, stretching, dust, and handling damage are removed from the process.
Material compensation: Digital scaling helps with thin cores, flex materials, and sequentially laminated structures.
Efficient prototype preparation: Small batches and revised designs can move into exposure without film production.
Improved solder mask alignment: Openings can follow the actual copper pattern rather than the nominal panel position.
These advantages matter most when conventional imaging is close to its practical limits. LDI will not compensate for weak stack-up design, excessive etching variation, or unrealistic PCB tolerances.
What Are the Limitations of Laser Direct Imaging?
LDI equipment requires high capital investment, controlled production conditions, regular calibration, preventive maintenance, and trained operators.
Other limitations include:
Exposure speed may drop with slow photoresist or dense image areas.
Photoresist and solder mask must match the machine wavelength.
Poor copper cleaning can still cause resist failure.
Warped panels may exceed the autofocus or handling range.
Uneven coating thickness can affect exposure results.
Severe panel distortion cannot always be corrected.
Fine imaging still depends on stable plating and etching.
Simple PCBs may not gain enough benefit to justify the process cost.
For a standard double-sided PCB with wide traces and generous clearances, conventional exposure may provide the same usable result at a lower cost.
Which PCB Types Benefit Most from LDI?
LDI provides the greatest value where feature density or material movement leaves little room for registration error.
PCB Type
Why LDI Helps
Main Imaging Concern
HDI PCB
Supports dense build-up routing
Fine lines and small microvia pads
Fine-line multilayer PCB
Improves layer pattern placement
Narrow traces and annular rings
Flexible PCB
Compensates for material movement
Stretching and shrinkage
Rigid-flex PCB
Handles different material behavior
Uneven dimensional change
BGA breakout board
Supports dense fan-out routing
Fine spacing and mask dams
RF or microwave PCB
Preserves conductor geometry
Line-width accuracy
Package substrate
Supports very dense patterns
Fine features and registration
Prototype PCB
Simplifies design revisions
Repeated artwork changes
A PCB does not need LDI simply because it has many layers. A high-layer-count board with conservative geometry may be easier to image than a thin four-layer flex PCB with tight solder mask registration.
When Should a PCB Design Require LDI?
LDI should be discussed when the design includes one or more of the following:
Trace and space near the manufacturer’s conventional imaging limit
Small annular rings
Dense BGA fan-out
Fine-pitch connector routing
Small solder mask dams
Tight solder mask-to-copper alignment
Thin flex materials
Sequential lamination
Tight layer-to-layer registration
Frequent prototype revisions
The design package should clearly state:
Minimum line width and spacing
Smallest annular ring
Finished copper thickness
Solder mask dam and color
Material type and stack-up
Impedance requirements
Quantity and lead time
These values allow the PCB manufacturer to decide whether LDI is necessary, beneficial, or unnecessary.
What Affects LDI PCB Cost, Lead Time, and Manufacturing Yield?
PCB buyers rarely need to know the purchase price of the LDI machine. Their project cost is influenced more directly by exposure time, materials, panel utilization, process complexity, and expected yield.
Trace and spacing: Features near the process limit require tighter control.
Layer count: Each additional circuit layer adds imaging and inspection steps.
Image density: Dense patterns may increase exposure time.
Solder mask detail: Small dams and tight openings require a narrower process window.
Material stability: Flex and thin-core materials may require more compensation.
Panel utilization: Poor nesting increases the cost per finished board.
Inspection requirements: Fine-line designs may require more detailed AOI review.
Yield risk: Designs combining several minimum features may require engineering trials.
LDI can shorten phototool preparation, but drilling, lamination, plating, surface finish, electrical testing, and material availability may have a greater effect on the final lead time.
How Should Buyers Evaluate a PCB Manufacturer’s LDI Capability?
Owning an LDI machine does not mean a supplier can produce every fine-line design reliably. Ask the manufacturer:
What minimum trace and space are stable in volume production?
Are the stated limits standard capability or prototype capability?
What registration tolerance can be maintained?
Is LDI used for inner layers, outer layers, solder mask, or all three?
Which dry-film and solder mask materials are qualified?
Can the process compensate for flexible-material movement?
What registration targets are required?
How are exposure focus and energy controlled?
What inspection follows the imaging process?
How is capability verified across the entire production panel?
For quotation, provide:
Gerber or ODB++ data
NC drill files
Fabrication drawing
Stack-up and material specification
Finished copper thickness
Impedance requirements
Solder mask color and minimum dam
Order quantity and delivery target
At EBest Circuit, we can review these details before quotation and determine whether LDI is required for the circuit pattern, solder mask, or both. This is more useful than requesting a specific equipment brand because the imaging method must match the complete PCB construction.
FAQs About Laser Direct Imaging
Q1. Is laser direct imaging the same as laser etching?
No. LDI exposes photosensitive material to form a pattern. Copper is removed later through chemical etching. Laser etching removes or changes material directly.
Q2. Does LDI remove copper from a PCB?
No. It defines the photoresist image. Etching or plating takes place in a later manufacturing step.
Q3. Can LDI be used for flexible PCBs?
Yes. Digital image compensation is useful for thin flexible materials that may expand, shrink, or distort during production.
Q4. Can LDI expose both dry film and liquid solder mask?
Yes, as long as the material is compatible with the machine wavelength and exposure energy.
Q5. What wavelength is used for PCB laser direct imaging?
Common systems use ultraviolet wavelengths such as 355 nm or 405 nm. Multi-wavelength equipment is also available.
Q6. Does every HDI PCB require LDI?
No. Some HDI boards can be produced with conventional exposure when their traces, spacing, annular rings, and registration tolerances remain within a stable process window.
Q7. Is LDI faster than traditional photolithography?
It removes film preparation, but exposure throughput depends on the machine, image density, panel area, resist sensitivity, and alignment method.
Q8. Does LDI improve PCB manufacturing yield?
It can improve yield when registration error or panel movement is a major defect source. Yield also depends on lamination, plating, development, etching, and inspection.
Q9. Can LDI compensate for panel expansion and shrinkage?
Yes, within the correction range of the equipment. Severe or irregular distortion may still make the panel unusable.
Q10. What files are required for LDI imaging?
The manufacturer normally needs Gerber or ODB++ data, drill files, a fabrication drawing, and stack-up information.
Q11. Is LDI suitable for prototype and volume production?
Yes. It supports fast artwork revisions for prototypes and is also used in volume production of HDI, multilayer, flex, and substrate products.
Q12. What is the difference between LDI and laser drilling?
LDI exposes photosensitive material. Laser drilling removes dielectric material to create microvias. They are separate PCB manufacturing processes.
Laser direct imaging is most useful when fine features, material movement, or registration requirements are difficult to control with conventional phototools. It can improve circuit imaging, solder mask alignment, and prototype revision efficiency, but it does not replace sound design rules or stable downstream processing.
For a manufacturing review, send your Gerber files, stack-up, quantity, minimum line and space, solder mask requirements, and delivery target to sales@bestpcbs.com. We can evaluate whether LDI is technically necessary and recommend a practical production route.
This website uses cookies to enhance your experience, remember your preferences, and help us understand how visitors use our site. You can accept all cookies, reject non-essential cookies, or manage your settings.
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.