Alumina CTE describes the coefficient of thermal expansion of aluminum oxide ceramic, usually expressed in ppm/°C or ppm/K. For ceramic PCB and electronic packaging work, the number is useful only when it is tied to the alumina grade, temperature range, substrate thickness, copper design and the materials attached to the ceramic.
Most engineering discussions treat alumina as the practical ceramic baseline because it combines electrical insulation, mechanical stability, moderate thermal conductivity and lower cost than many high-performance ceramics. The key is not to use a single CTE value blindly. A ceramic substrate that looks acceptable on a datasheet can still create stress if the copper area is large, the temperature swing is wide, or the mounted device has a very different expansion rate.
What Does Alumina CTE Mean?
Alumina CTE is the rate at which alumina ceramic expands as temperature rises. In PCB and substrate work, it is normally discussed as linear expansion in ppm/°C. A value near 7 ppm/°C means a one-meter length would expand by about 7 micrometers for each 1°C temperature increase, but real designs must use the supplier’s stated test range.
Alumina is aluminum oxide ceramic, not aluminum metal. This distinction matters because aluminum metal has a much higher expansion rate and completely different electrical behavior. When a drawing says Al2O3, alumina ceramic or 96% alumina, the review should focus on ceramic substrate data rather than metal aluminum tables.
What Is a Typical Alumina CTE Value?
Common electronics-grade alumina is often specified around the mid-to-high single-digit ppm/°C range. For example, EBest’s existing Al2O3 substrate thermal expansion reference lists 7.4 ppm/K within 50°C to 100°C, while broader engineering references place alumina ceramic values in a similar range depending on purity and test method.
Use these values as screening data, not as release data. For a quote or design release, ask the supplier for the exact material grade, purity, thickness, measurement standard and temperature interval. 96% alumina, 99.6% alumina and metallized alumina substrates may not behave identically after firing, lapping, metallization and copper processing.
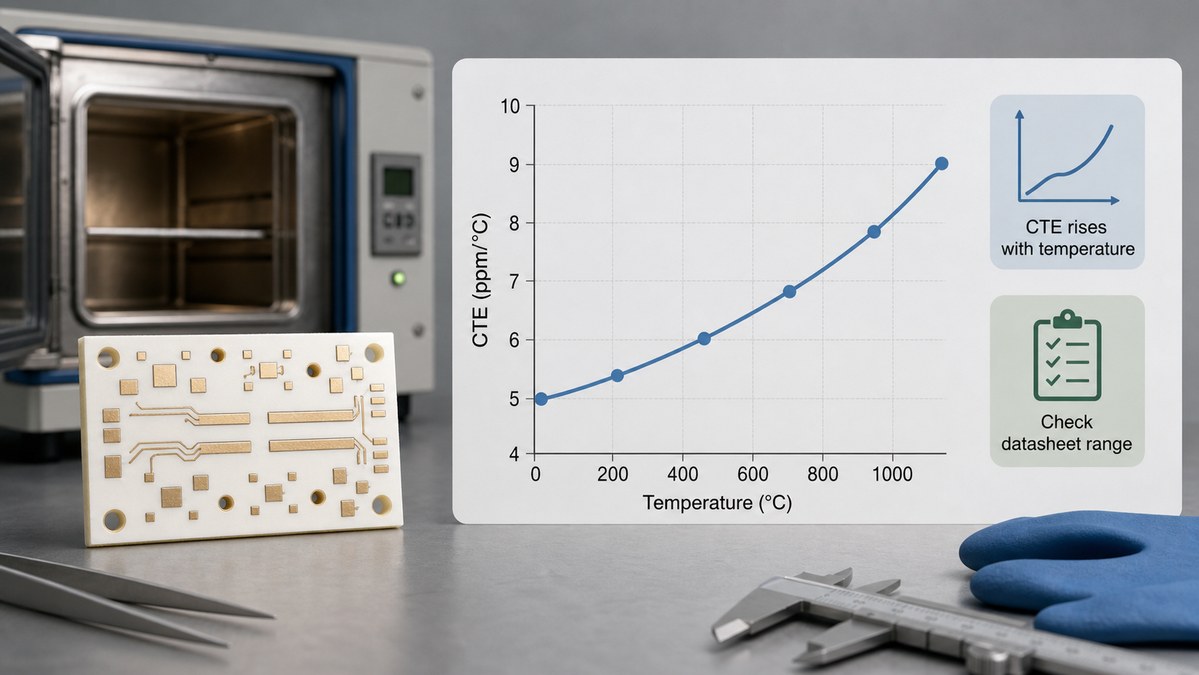
How Does Alumina CTE Change With Temperature?
Alumina CTE is temperature-dependent. Published research on alpha-alumina shows that thermal expansion is not perfectly constant across high-temperature ranges, and crystal orientation can also affect measured expansion. For PCB users, the practical point is simple: a room-temperature value is not enough for designs that cycle between cold start, soldering, operation and shutdown.
Define the operating and process temperature windows separately. Reflow exposure, high-temperature storage, power cycling and field operation can stress the substrate in different ways. If the application includes repeated thermal cycling, the CTE review should include copper thickness, solder alloy, die attach material, package size and mounting method.
How Does Alumina Compare With AlN, Zirconia, Silicon, Copper and FR4?
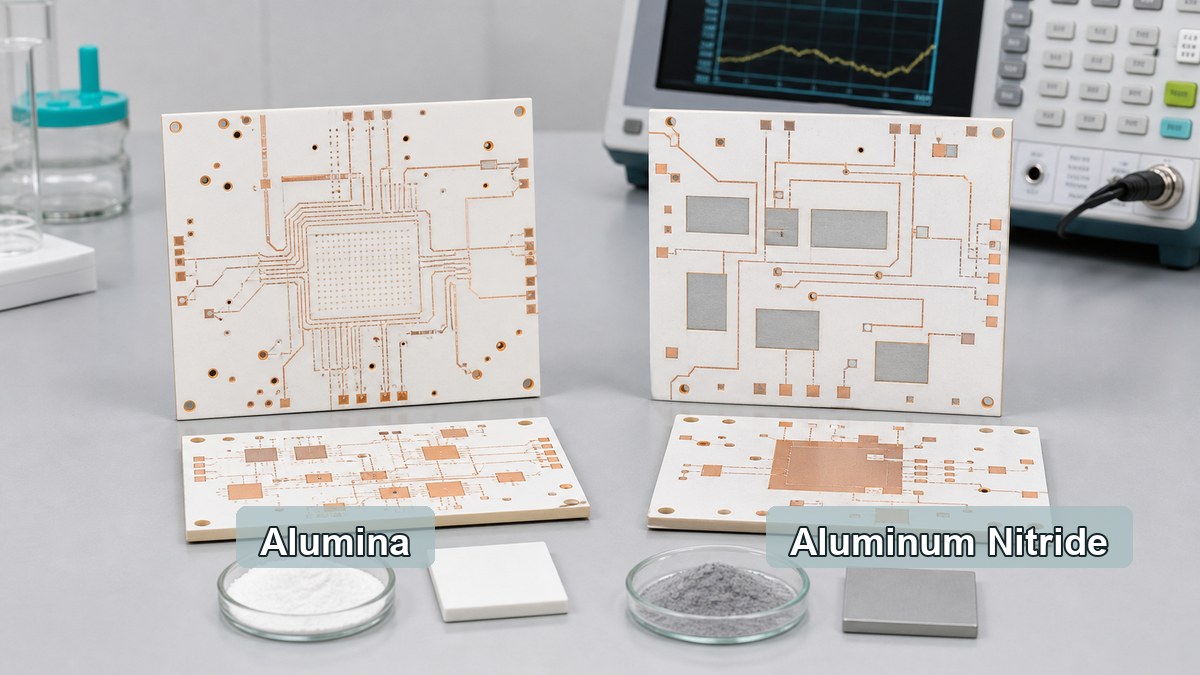
Alumina sits between low-expansion semiconductor materials and higher-expansion metals or organic laminates. That middle position is one reason it is useful in many ceramic PCB materials decisions, but it is not the best match for every device. Aluminum nitride PCB substrate is usually closer to silicon and offers much higher thermal conductivity; copper and FR4 expand much more, which can increase stress in some assemblies.
The decision logic should start with the parts being attached to the substrate. Silicon dies, power devices, copper planes, solder joints, ceramic body thickness and external heat sinks all participate in the stress system. A material with excellent thermal conductivity can still be the wrong choice if the expansion mismatch and mechanical constraints are not reviewed together.
Material
Typical Role in Electronics
CTE Selection Note
Alumina ceramic
Cost-effective ceramic PCB and hybrid circuit substrate
Good baseline for insulation, stability and moderate heat spreading
Aluminum nitride
High-thermal ceramic substrate for power modules and LEDs
Often chosen when thermal conductivity and silicon matching justify higher cost
Zirconia
Structural ceramic and specialty insulating component
Review only when toughness or mechanical behavior is central to the design
Silicon
Semiconductor die material
Lower expansion than alumina, so die attach and cycling conditions matter
Copper
Conductor, heat spreader and metallization layer
Higher expansion than alumina, so copper balance and area can drive stress
FR4
Standard organic PCB laminate
Lower cost, easier processing, but much weaker thermal and dimensional stability
Why Does CTE Matter in Ceramic PCB Substrate Design?
CTE matters because ceramic PCB substrates combine materials that expand at different rates. Alumina may be stable, but the copper circuit, solder joint, component termination, die attach layer and external fasteners can move differently as temperature changes. Stress often concentrates at corners, large copper areas, solder interfaces, vias, slots and brittle ceramic edges.
For alumina ceramic PCB design, review copper symmetry, copper thickness, pad size, isolation clearance, substrate thickness, edge distance and mounting holes before release. Thick copper can improve current and heat spreading, but it also increases mechanical loading during thermal cycling. Large asymmetric copper areas may warp or stress the ceramic more than a balanced layout.
When Should You Choose Alumina Instead of AlN or FR4?
Choose alumina when the design needs a ceramic insulating base, better heat resistance than FR4, stable dimensions and moderate thermal performance without the higher cost of AlN. It is often practical for LED modules, sensors, thick-film circuits, high-temperature control boards, power electronics interfaces and ceramic PCBA where electrical insulation and mechanical stability are more important than maximum thermal conductivity.
Choose AlN when the heat flux is high, the package is sensitive to thermal gradients, or closer CTE alignment to semiconductor devices is worth the added material and process cost. Choose FR4 or high-Tg FR4 when the design does not need a ceramic substrate and can pass thermal, voltage, dimensional and reliability requirements with standard PCB manufacturing capability.
What Should You Specify for an Alumina Ceramic PCB Quote?
A quote-ready package should make the thermal and mechanical assumptions visible. If the RFQ only says “alumina substrate,” the manufacturer still has to clarify grade, thickness, copper process, surface finish, tolerance and temperature conditions before judging manufacturability.
For EBest Circuit (Best Technology), a useful ceramic PCB inquiry normally includes Gerber files, stackup intent, material grade, substrate thickness, copper thickness, surface finish, outline tolerances, working temperature range, peak process temperature, expected cycling profile and assembly requirements. For ceramic PCB prototype work, EBest’s published capability references Al2O3 thermal conductivity at ≥24 W/m·K and AlN at ≥170 W/m·K, subject to design and material review.
Material: 96% alumina, 99.6% alumina or specified supplier grade
Substrate: thickness, outline, holes, slots, edge distance and flatness needs
Metal: copper thickness, copper balance, metallization route and surface finish
Assembly: soldering process, die attach, SMT/THT requirements and inspection needs
Quality: dimensional inspection, electrical test, AOI, copper thickness check and reliability test request
FAQ
1. Is alumina CTE the same as aluminum CTE?
No. Alumina is aluminum oxide ceramic, while aluminum is metal. Alumina ceramic has much lower expansion and provides electrical insulation; aluminum metal has higher expansion and is conductive.
2. What unit is used for alumina CTE?
Alumina CTE is usually listed in ppm/°C or ppm/K. For temperature differences, 1°C and 1 K increments are equivalent, so the numerical ppm value is normally read the same way.
3. Is 96 alumina CTE different from 99.6 alumina CTE?
It can be different because purity, additives, porosity, firing process and supplier formulation affect ceramic properties. Always use the datasheet for the exact alumina grade being quoted.
4. Does lower CTE always mean a better ceramic PCB?
No. Lower CTE helps only when it improves the match to the attached materials and the thermal cycle. Thermal conductivity, dielectric strength, cost, copper process, mechanical strength and availability must be reviewed together.
5. Why does copper thickness affect alumina ceramic PCB reliability?
Copper expands more than alumina and adds mechanical force during heating and cooling. Thicker or unbalanced copper can increase stress, so copper area and symmetry should be reviewed with the substrate thickness and thermal cycle.
Conclusion
Alumina CTE is a useful starting point for ceramic PCB substrate selection, but it should be reviewed with material grade, temperature range, copper design, attached components and reliability expectations. Alumina is often the practical ceramic baseline when cost, insulation and dimensional stability matter; AlN or other materials belong in the review when heat flux, die matching or mechanical stress requires them. For alumina ceramic PCB fabrication or PCBA review, send your Gerbers, stackup, material notes and thermal requirements to EBest Circuit (Best Technology) at sales@bestpcbs.com.
What is a dxf file? It is a CAD exchange file that carries drawing geometry between design and manufacturing software. For PCB work, DXF is most useful for board outlines, slots, cutouts, mounting features, and enclosure references. It does not replace Gerber, drill, or other electrical fabrication data.
The file is only as reliable as the export. Units, scale, origin, layers, and closed contours must survive the move from one system to another. A DXF that looks correct on screen can still import at the wrong size or contain gaps that break a routing path.
What Is a DXF File?
DXF stands for Drawing Exchange Format, also called Drawing Interchange Format. It was designed to make CAD drawings easier to share between programs that use different native file formats.
A DXF can carry 2D or 3D entities, but manufacturing handoffs often use simple 2D vector geometry:
Lines and polylines for straight edges
Arcs and circles for radii and holes
Closed contours for outer profiles and internal cutouts
Layers for geometry, dimensions, notes, and references
Coordinates, origins, and drawing units
DXF is widely supported, but it is not a full-fidelity copy of every CAD database. Design history, constraints, materials, and application-specific objects may be lost during export.
What Is a DXF File Format?
A DXF file stores drawing information in sections. These sections describe settings, layers, blocks, geometry, and other objects. Many DXF files use readable ASCII text; a binary version also exists.
For PCB mechanical data, simple entities are usually safer than complex ones. A clean file should have:
One clearly identified board outline
Closed contours without tiny gaps
No duplicate or overlapping lines
Separate layers for production geometry and notes
A DXF version supported by the receiving software
Splines, hatch patterns, custom fonts, and complex blocks may display differently after import. Convert them only when needed, then measure the result against the approved drawing.
What Is a DXF File Used For?
DXF is used when editable geometry needs to move from design into another engineering or manufacturing system. Common uses include:
Laser cutting and sheet-metal profiles
CNC routing, engraving, and machining
Architectural and product-design drawings
Inspection programming and fixture design
PCB outlines, cutouts, slots, and mounting locations
In PCB projects, DXF often bridges mechanical CAD and ECAD. An enclosure designer can define the available shape and mounting points, while the PCB designer uses that geometry to build the board inside the mechanical limits.
What Is a DXF File and How Do I Open It?
You can open a DXF with CAD, ECAD, CAM, or dedicated viewer software. Choose the tool according to the task:
Viewer: quick visual checks and basic measurement
CAD editor: repair, layer control, conversion, and export
PCB layout tool: import as a board outline or mechanical layer
CAM system: manufacturing review and tool-path preparation
After opening the file, check the units and measure one known feature. Then confirm orientation, origin, layer mapping, and whether every required contour is closed. Do not treat a successful import message as proof that the geometry is correct.
What Is a DXF File vs DWG?
DXF is mainly an exchange format, while DWG is a native CAD drawing format that often retains richer design data. The better choice depends on software compatibility and the information the receiver needs.
Comparison
DXF
DWG
Primary role
Cross-platform drawing exchange
Native CAD drawing storage
Compatibility
Broad import and export support
Best fidelity in compatible native tools
Readable as text
ASCII DXF can be inspected
Normally binary
Data richness
Strong for transferable geometry
Often retains more native detail
PCB use
Outlines, cutouts, slots, and references
Useful when both teams support the same workflow
Do not choose by extension alone. Import the actual file and verify that the approved geometry, scale, and dimensions are preserved.
How Does DXF Compare With STEP, PDF and Gerber?
Each format has a different job:
DXF: editable 2D geometry for outlines, cutouts, and mechanical references
STEP: 3D product, component-height, enclosure-fit, and interference review
PDF: human-readable dimensions, tolerances, notes, and approvals
Gerber: PCB copper, solder mask, and legend image layers
Drill data: hole coordinates, tool sizes, and plated or non-plated intent
A PCB production release still needs the correct PCB Gerber file and drill data. DXF supports the mechanical definition; it does not describe the complete electrical board.
Design-source files serve another purpose. This overview of PCB schematic drawing file types explains the difference between logical design data and manufacturing outputs.
How Are DXF Files Used in PCB Design and Manufacturing?
A practical PCB workflow is short and controlled:
The mechanical engineer exports the board perimeter, mounting points, and enclosure constraints.
The PCB designer imports the DXF and maps the approved contour to the board-outline layer.
The designer checks scale, origin, orientation, cutouts, and copper-to-edge clearance.
The final fabrication package is generated with Gerber or ODB++, drill data, drawings, and notes.
The manufacturer compares the DXF reference with the official fabrication data before tooling.
Any mismatch between DXF and Gerber should be resolved before production. Neither file should silently override the other.
Special mechanical features need clear dimensions and notes. If the design includes recessed hardware, review the distinction between a countersink and counterbore on a PCB drawing instead of relying on the DXF appearance alone.
How Do You Prepare a Clean DXF File?
Prepare the file for the receiving system, not just for the software that created it. Use this checklist:
State the units. Record millimeters or inches in the export settings and drawing notes.
Keep one final outline. Remove construction lines, old revisions, and alternate profiles.
Close every contour. Join endpoints and inspect small gaps at high zoom.
Remove duplicates. Overlapping lines can create ambiguous or repeated tool paths.
Simplify risky objects. Convert unsupported splines, blocks, or fonts only when necessary.
Separate layers. Keep routing geometry apart from dimensions, notes, and reference lines.
Confirm origin and orientation. Check that the drawing is not shifted or mirrored.
Reopen and measure. Verify at least one critical dimension in another tool.
These checks belong in the wider PCB DFM review. A few minutes spent on geometry can prevent a routed panel or enclosure mismatch.
What Problems Cause DXF Import Errors?
Most DXF failures come from a small group of issues:
Millimeter and inch mismatches
Unsupported DXF versions or entities
Open contours or zero-length segments
Duplicate and overlapping geometry
Missing fonts, invalid blocks, or excessive hatch data
Mirrored geometry or an unexpected coordinate origin
If an import fails, simplify the source drawing and export a compatible version. If it opens but looks wrong, compare it with a known dimension or approved PDF. Repeated format conversion without measurement can compound small errors.
What Should You Send With a DXF File?
For PCB manufacturing, send the DXF as one part of a controlled release package. Include:
Gerber or ODB++ fabrication data
NC drill files
A dimensioned fabrication drawing
Stackup, material, copper, and finish requirements
Revision information and a short readme
Assembly data and a STEP model when required
State which file controls each feature. If the DXF controls the perimeter, the outline in the fabrication data must match it. If the DXF is reference-only, say so. This is a basic part of a reliable PCB design and fabrication process.
What Are Frequently Asked Questions About DXF Files?
Is a DXF file 2D or 3D?
It can store both, but PCB and cutting workflows usually use DXF for 2D vector geometry. STEP is generally better for a full 3D assembly or enclosure-fit review.
Can I view a DXF without CAD software?
Yes. A DXF viewer can display and measure many files. Production approval should still use software that confirms units, scale, and geometry.
Can a DXF contain dimensions?
Yes. Put dimensions and notes on a separate layer so they cannot be mistaken for cutting or routing geometry.
Why does a DXF import at the wrong size?
The usual cause is a unit or scale mismatch. Check the export unit, import unit, and one known dimension.
Why are curves broken after import?
The receiving software may not support the exported spline or curve type. Convert it to controlled arcs or polylines, then compare the result with the original.
Can DXF replace Gerber files?
No. DXF can describe mechanical geometry but not the complete copper, solder-mask, legend, and drill information required for PCB fabrication.
Should the PCB outline appear in both DXF and Gerber?
It may appear in both, but the geometry must match. The fabrication notes should identify which source controls the final edge.
What DXF version should I send?
Use a version confirmed by the receiving system. When in doubt, simple 2D entities in a widely supported version reduce compatibility risk.
Does DXF include manufacturing tolerances?
It can carry tolerance notes, but critical requirements should also appear in a controlled fabrication drawing.
How do I check whether a DXF outline is closed?
Use the CAD application’s join, contour, or region tools. Then inspect endpoints, duplicate lines, and small gaps after export.
Is a DXF enough for a PCB quote?
No. A quote also needs layer count, board size, materials, copper weight, surface finish, drill data, quantities, tolerances, and other fabrication requirements.
How Should You Use DXF in a PCB Manufacturing Package?
Use DXF for clear mechanical geometry, then support it with the electrical fabrication data and a dimensioned drawing. Before release, check units, scale, closed contours, origin, and agreement with the Gerber outline.
For an unusual board profile, internal cutouts, or enclosure-driven geometry, use this what is a dxf file checklist before sending the package. Best Technology can then review the DXF, Gerber outline, drill data, and fabrication notes together instead of resolving conflicts after tooling starts.
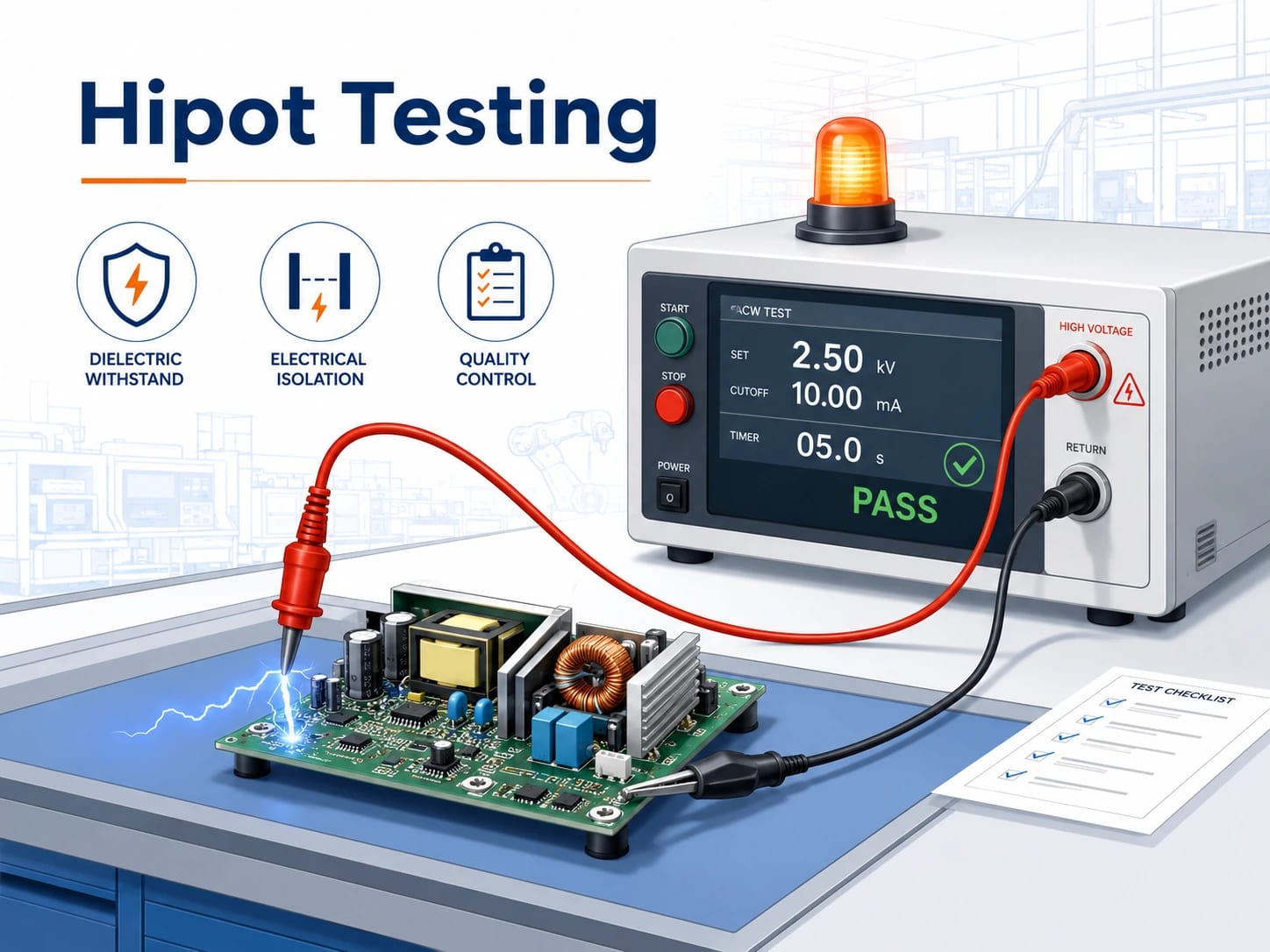
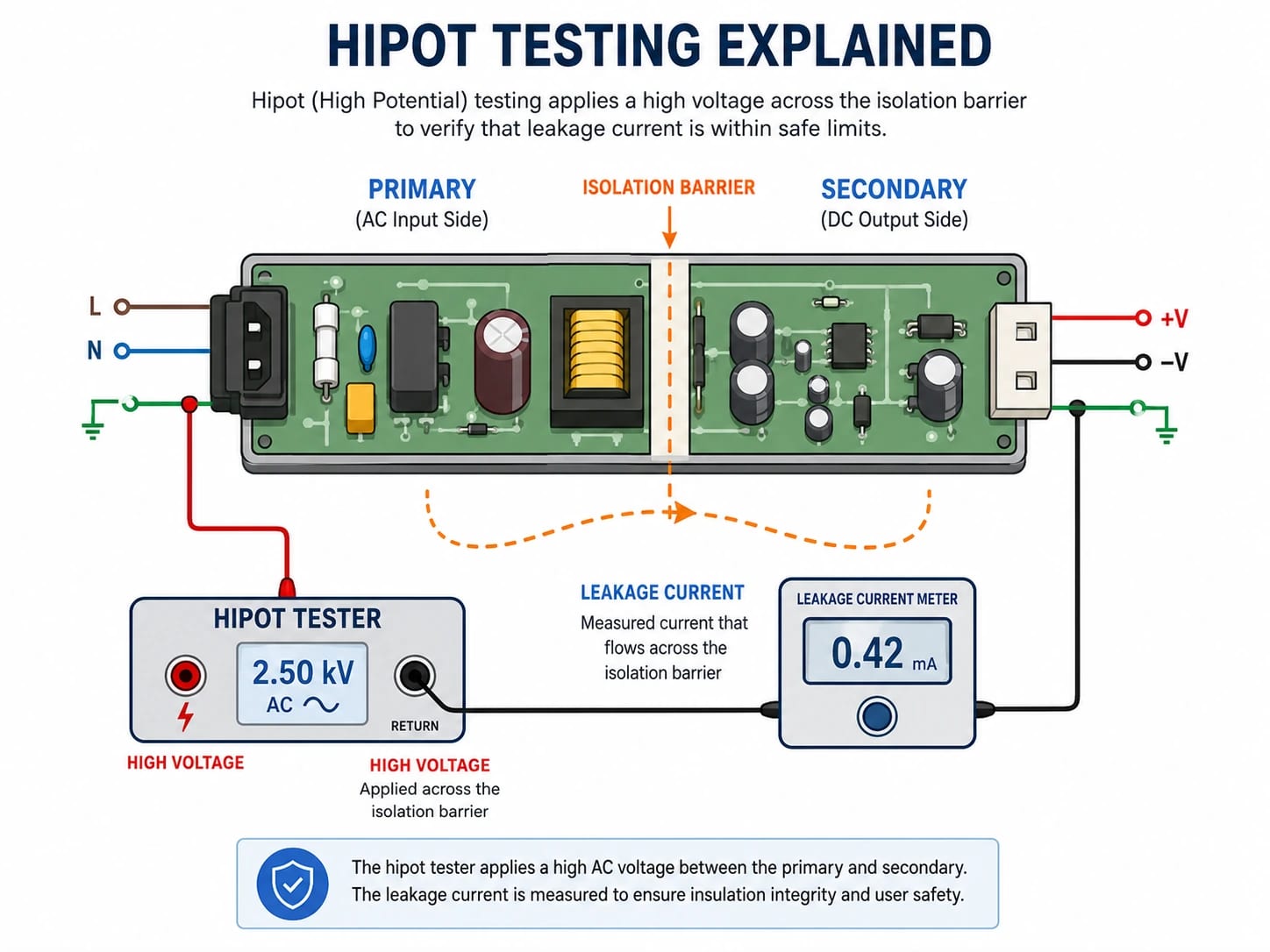
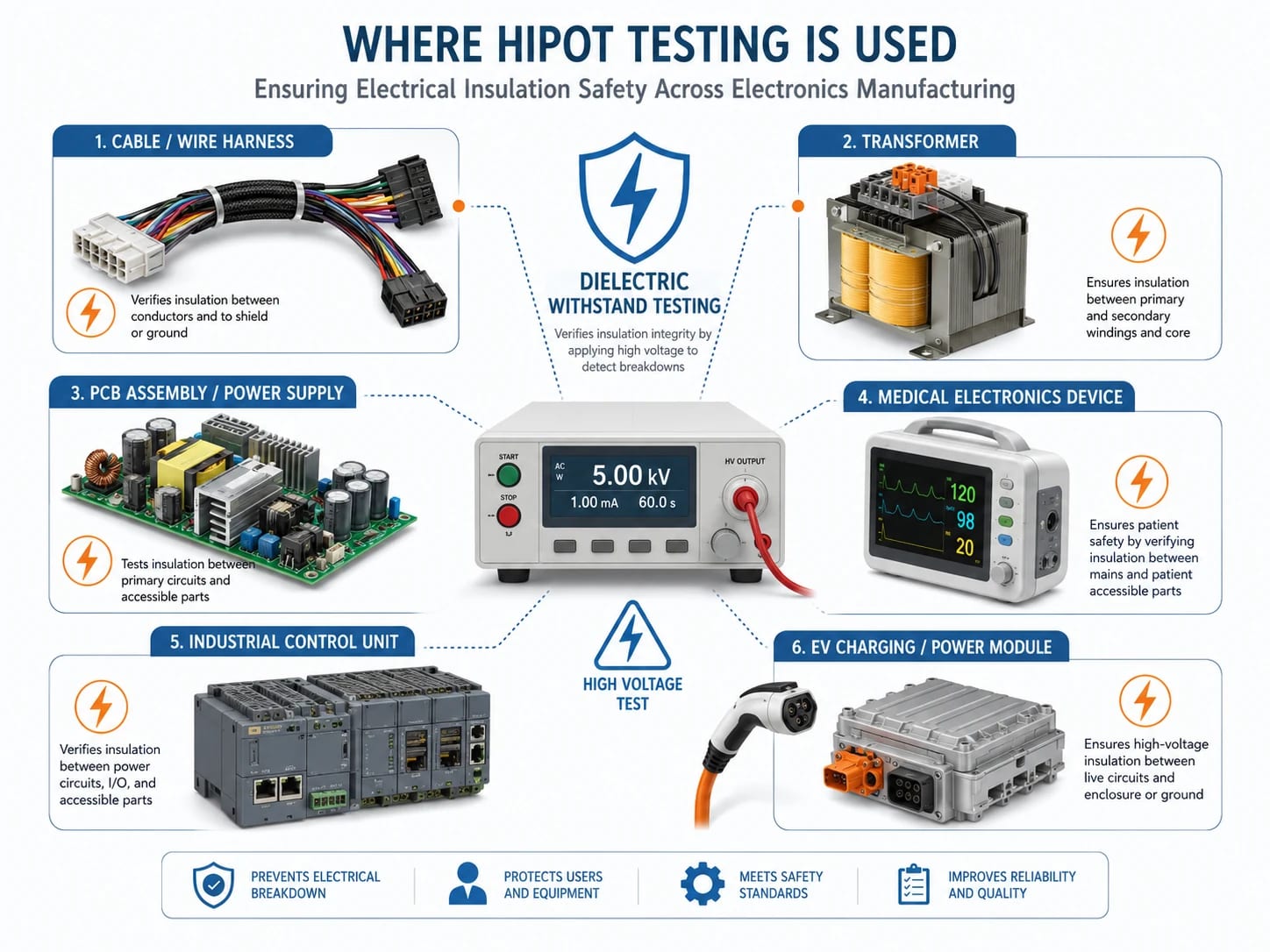
Hipot testing, also known as high potential testing or dielectric withstand testing, checks whether an electrical insulation barrier can withstand a specified high voltage without breakdown, flashover, or excessive leakage current.
The test is commonly used in power supplies, transformers, cables, wire harnesses, mains-powered PCB assemblies, medical electronics, industrial controls, and other products where hazardous voltage must remain isolated from users or low-voltage circuits.
A valid hipot test requires more than a voltage value. The test plan should define the waveform, test points, ramp time, dwell time, current limit, discharge method, and acceptance criteria.
What Is Hipot Testing?
Hipot is short for high potential. During the test, a voltage higher than the normal operating voltage is applied between conductive areas that should remain electrically isolated.
Typical test points include:
Primary circuit to secondary circuit
Live conductors to a metal enclosure
Transformer winding to winding
Transformer winding to core
Cable conductor to shield
High-voltage circuit to low-voltage control circuit
The tester monitors current through the insulation barrier. The product passes when it withstands the required voltage for the specified time without excessive current, arcing, flashover, or insulation breakdown.
Hipot testing is usually a pass-or-fail safety test. It does not replace insulation resistance measurement, ground bond testing, leakage current testing, functional testing, or partial discharge analysis.
What Is the Purpose of Hipot Testing?
The purpose of hipot testing is to confirm that an insulation barrier can tolerate a controlled electrical stress above normal operating conditions.
The test can expose defects that may remain hidden during a standard power-on inspection, such as:
Damaged wire insulation
Conductive contamination on a PCB
Insufficient spacing between conductors
Pinched wires inside an enclosure
Incorrect insulation films or sleeves
Transformer winding defects
Solder bridges near an isolation gap
Cracked or poorly fitted insulating parts
For PCB assemblies, hipot testing is mainly relevant when the board contains a safety isolation boundary. A low-voltage control board powered by a certified SELV source may not need board-level testing. An AC/DC power supply PCBA, however, usually requires dielectric withstand verification between the mains side and the isolated output.
Passing the test confirms insulation withstand capability. It does not automatically prove compliance with creepage, clearance, protective earthing, flammability, or operating leakage-current requirements.
How Does Hipot Testing Work?
A hipot tester combines a controlled high-voltage source with a current-measurement circuit. The voltage is applied across the insulation barrier being evaluated.
For an isolated power supply, line and neutral may be connected together as one test node. The voltage is then applied between that node and the secondary output. The exact connection must follow the product standard and approved test instruction.
A typical test has four stages:
Ramp the voltage from zero to the target level.
Hold the voltage for the specified time.
Monitor current, flashover, and breakdown.
Reduce the voltage to zero and discharge the DUT.
The measured current may include normal capacitive current, current through EMI capacitors, surface leakage, and current through the insulation itself.
This is why the current limit must match the product. A limit that is too low may reject acceptable assemblies. A limit that is too high may allow a real defect to pass.
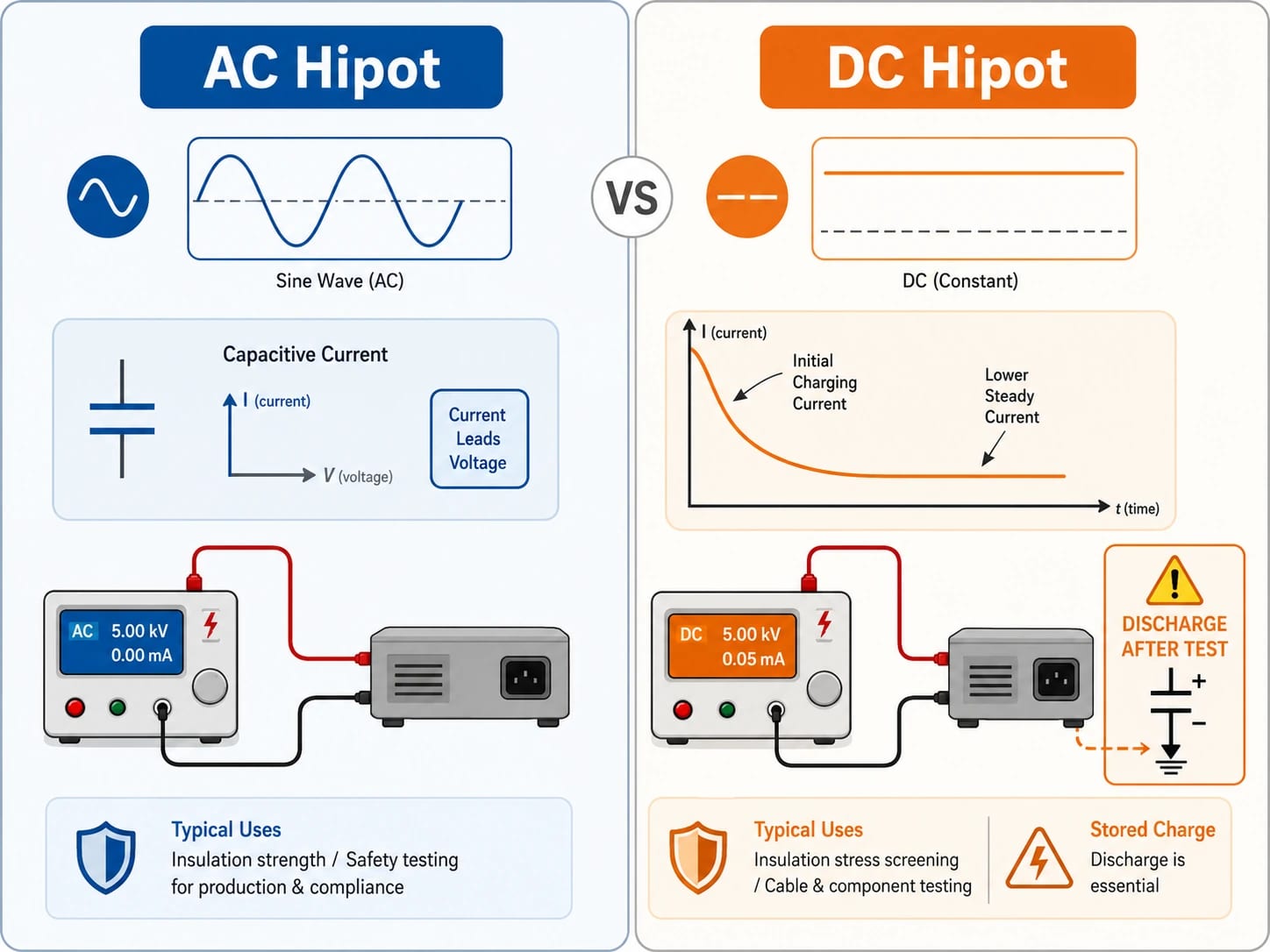
What Is the Difference Between AC and DC Hipot Testing?
AC and DC testing stress insulation differently. The applicable product standard should determine which method is used.
Comparison
AC Hipot Testing
DC Hipot Testing
Waveform
Alternating polarity
Single polarity
Current behavior
Includes continuous capacitive current
High initial charging current, then lower steady current
Tester capacity
May require higher output power
Often requires less power after charging
Residual charge
Usually lower, but still possible
DUT may retain a hazardous charge
Discharge
Required where stored energy remains
Essential after every test
Typical use
Product safety and production testing
High-capacitance products where permitted
Main concern
Capacitive current may cause nuisance trips
Poor discharge control creates shock risk
AC testing repeatedly reverses the electric field. Products containing long cables, large windings, or EMI capacitors may draw considerable reactive current.
DC testing charges the product in one direction. Steady leakage can be easier to observe after the charging current settles, but the DUT may remain charged after the source is removed.
An AC requirement should not be converted into a DC value unless the applicable standard permits the substitution.
How Is Hipot Testing Voltage Determined?
There is no universal hipot testing voltage or formula.
The correct value depends on the product standard, working voltage, insulation classification, test location, waveform, test duration, and destination market.
Factor
Effect on Test Selection
Working voltage
Higher operating voltage generally requires stronger insulation
Insulation type
Basic, supplementary, double, and reinforced insulation have different requirements
Test path
Primary-to-secondary and primary-to-chassis tests may differ
AC or DC
Waveform and peak voltage affect insulation stress
Type or routine test
Certification and production testing may use different conditions
Product category
Medical, household, industrial, and AV/ICT products follow different standards
Test duration
Some standards allow shorter production tests at adjusted voltage
DUT capacitance
Affects charging current and tester capacity
Market
IEC, UL, CSA, and EN requirements may differ
Practical rule: a formula found in an older standard or online guide should not be used as a universal value. It may apply only to a specific product category or insulation system.
For production planning, “hipot required” is not enough. The customer should provide:
AC or DC voltage
Target voltage
Ramp time
Dwell time
Upper current limit
Lower current limit, if required
Test points
Arc-detection requirement
Discharge time
Sampling rate or 100% testing
Applicable standard and edition
These parameters affect fixture design, equipment selection, cycle time, and quotation cost.
What Equipment Is Required for Hipot Testing?
The main instrument is a hipot tester, also called a dielectric strength tester. The right model should be selected according to the actual product and test program rather than maximum voltage alone.
Key specifications include:
Maximum AC and DC output
Output power
Leakage-current range
Current resolution and accuracy
Programmable ramp and dwell time
Upper and lower current limits
Arc detection
Automatic discharge
Residual-voltage indication
Safety interlock input
Data logging
Barcode or MES connection
Multi-channel scanning
A production workstation may also require an interlocked safety enclosure, insulated fixture, warning indicators, emergency stop, two-hand start control, automatic data capture, and a scanner for multiple test points.
Portable hipot testing kits are useful for some controlled field applications. For repetitive factory use, a guarded fixture with interlocks and traceability is usually more suitable.
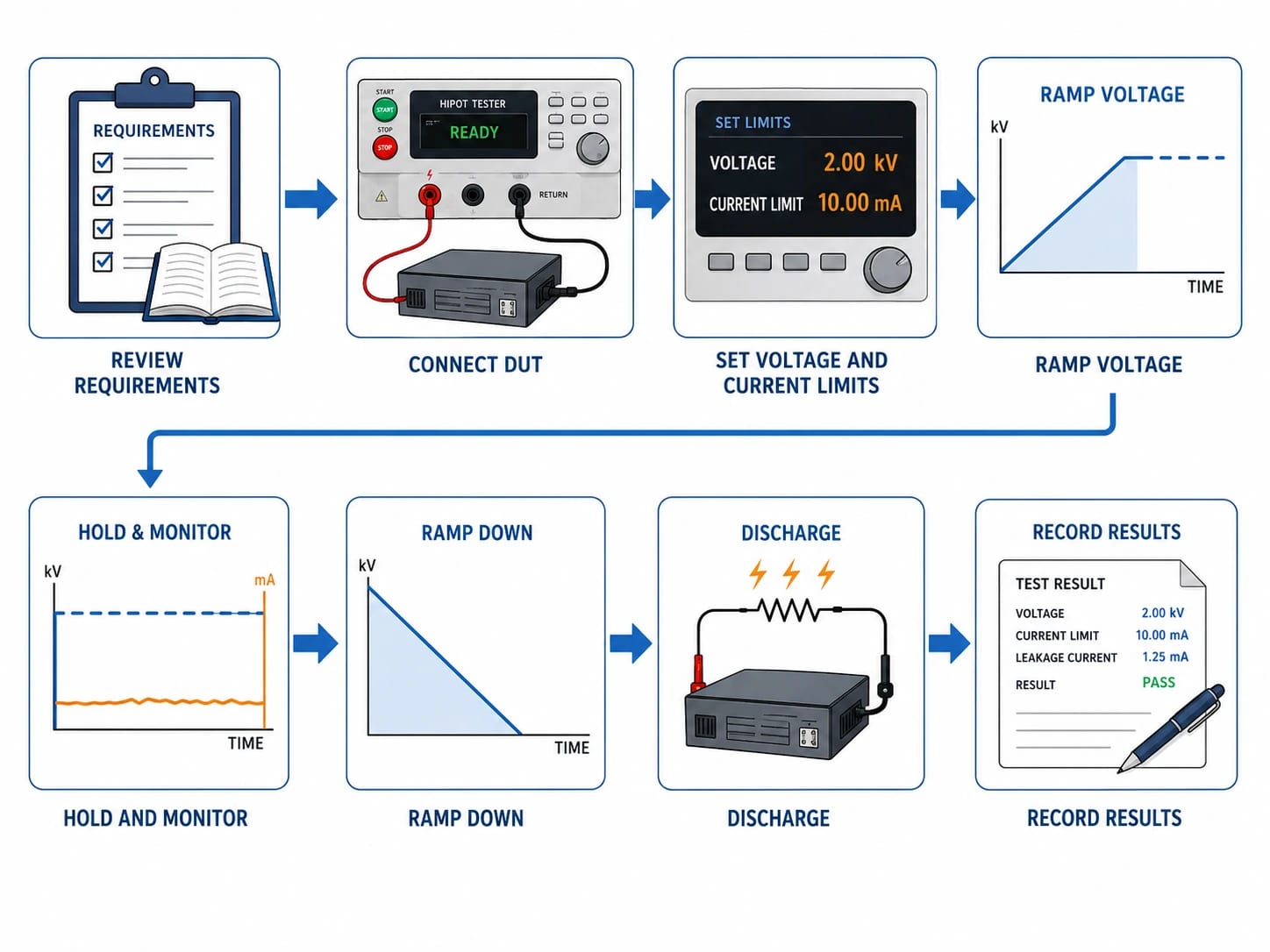
What Is the Hipot Testing Procedure?
The approved procedure should follow the applicable product standard. A practical sequence is shown below.
Confirm the requirements. Review the waveform, voltage, test points, ramp time, dwell time, current limits, and pass criteria.
Remove normal power. Disconnect the DUT from its operating supply and control stored energy.
Inspect the product and fixture. Look for damaged insulation, moisture, contamination, loose connections, and fixture wear.
Prepare the circuit. Close switches or connect terminals as required so the test reaches the intended insulation paths.
Connect the return lead. Make the low-side connection before attaching the high-voltage lead.
Program the tester. Set the waveform, voltage, current limits, timing, arc detection, and discharge period.
Secure the test area. Close the enclosure, verify the interlock, and activate warning indicators.
Ramp the voltage. Increase the voltage at the approved rate.
Hold and monitor. Observe leakage current, flashover, abnormal sound, visible arcing, smoke, or unstable output.
Ramp down and discharge. Return the voltage to zero and complete the discharge cycle.
Verify zero residual voltage. Do not touch or disconnect the DUT until stored charge has been removed.
Record the result. Save the serial number, program version, measured current, voltage, test time, operator, and result.
For production use, the procedure should be issued as a controlled work instruction. Operators should not change test parameters without engineering approval.
How Are Hipot Test Results Evaluated?
A product passes when it reaches the specified voltage, remains there for the required time, and stays within the approved current limit without breakdown or flashover.
Result
Likely Meaning
Stable current below the limit
Insulation withstood the test
Immediate high-current trip
Short circuit, incorrect connection, or severe insulation failure
Rising current during the dwell period
Moisture, contamination, heating, or developing breakdown
Brief arc event
Insufficient clearance, contamination, or a sharp conductive feature
Trip during ramp-up
Excessive charging current, unsuitable ramp rate, or weak insulation
Unstable output voltage
Tester capacity issue, fixture problem, or abnormal DUT loading
There is no universal acceptable leakage-current value. The limit depends on the standard, test voltage, waveform, product capacitance, and intentional components across the isolation barrier.
A failed unit should be investigated rather than immediately classified as a false trip. Useful checks include:
Test the fixture with a known-good sample.
Inspect isolation slots and board edges.
Check for flux residue beneath transformers and optocouplers.
Confirm the test nodes.
Review EMI capacitors connected across the barrier.
Check transformer orientation and winding insulation.
Verify the ramp rate and current range.
Repeated failures at the same location often indicate a design, cleanliness, or process-control issue rather than random operator error.
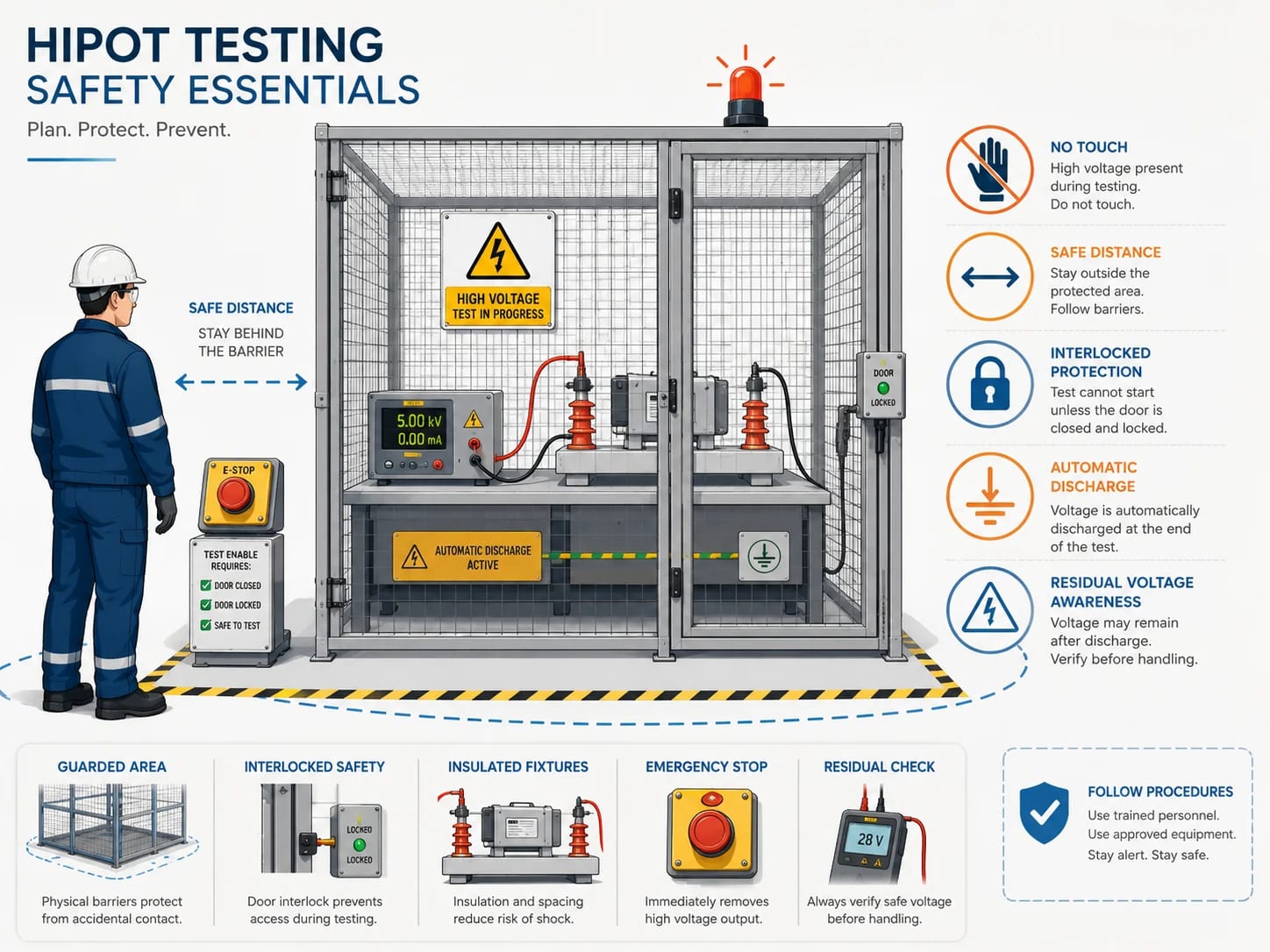
What Safety Requirements Apply to Hipot Testing?
Hipot testing intentionally creates a hazardous voltage. The DUT, fixture, test leads, and internal capacitors may remain charged after the active test ends.
A safe workstation should include:
Trained and authorized operators
A guarded test area
Door or cover interlocks
High-voltage warning lights
An accessible emergency stop
Insulated fixtures and cables
Automatic ramp-down
Automatic discharge
Residual-voltage verification
Documented maintenance procedures
Regular inspection of leads and fixtures
The operator should never touch the DUT simply because the tester shows “PASS.” The output must return to zero, the discharge cycle must finish, and any stored voltage must be checked.
An interlock is only one layer of protection. It does not replace a proper enclosure, operator training, fixture maintenance, grounding, or a controlled test procedure.
Which Hipot Testing Standards Apply?
The applicable standard depends on the final product, market, operating environment, and user-accessible circuits. A PCB assembly normally follows the safety requirements of the finished equipment.
Product or Application
Common Standards Direction
Audio, video, IT, and communication equipment
IEC 62368-1 and regional versions
Medical electrical equipment
IEC 60601-1 and applicable particular standards
Measurement and laboratory equipment
IEC 61010-1 and relevant Part 2 standards
Household appliances
IEC 60335-1 and applicable Part 2 standards
Machinery electrical equipment
IEC 60204-1
Hipot and insulation test equipment
IEC 61010-2-034
Shielded power cables rated 5 kV and above
IEEE 400 series
VLF cable testing
IEEE 400.2
Custom industrial equipment
Customer specification plus applicable regulatory standard
The standard edition accepted by the certification body and destination market should be confirmed before production. A recently published edition may not yet be mandatory in every region.
Legacy formulas or requirements from withdrawn standards should not be copied into a new test plan without checking whether they still apply.
Hipot Testing vs Insulation Resistance Testing: What Is the Difference?
The two tests both evaluate insulation, but they answer different questions.
Comparison
Hipot Testing
Insulation Resistance Testing
Purpose
Verify dielectric withstand capability
Measure insulation resistance
Result
Pass or fail
Resistance value
Stress level
Usually higher
Usually lower
Main measurement
Leakage current and breakdown behavior
Resistance in MΩ or GΩ
Common use
Product safety and production testing
Maintenance and insulation condition checks
Instrument
Hipot tester
Megohmmeter or insulation resistance tester
“Megger test” is often used as another name for insulation resistance testing, although Megger is also an equipment brand.
A high insulation resistance reading does not guarantee that a product will pass a hipot test. A passed hipot test also does not provide the resistance trend needed for preventive maintenance.
Where both tests are required, they should remain separate steps with separate limits.
Hipot Testing vs VLF Testing: Which Is Used for Cables?
VLF is a form of AC high-voltage testing performed at a frequency below normal power frequency. It is mainly used for shielded medium- and high-voltage power cable systems.
Comparison
Power-Frequency AC Hipot
DC Hipot
VLF Testing
Frequency
Usually 50 or 60 Hz
0 Hz
Below 1 Hz
Typical application
Electrical products and some cable systems
Applications permitted by the relevant standard
Shielded MV/HV cables
Cable loading
High on long cables
High charging current, then lower leakage
Lower power demand than 50/60 Hz AC
Residual charge
Possible
Significant
Discharge still required
Selection basis
Product standard
Product or cable standard
Cable standard and field-test plan
Long cables behave as large capacitors. Testing them at 50 or 60 Hz can require a very large source. VLF reduces the continuous charging-current demand, making field testing more practical.
A factory hipot tester used for PCB assemblies should not be assumed suitable for cable commissioning. Cable voltage class, insulation material, accessories, installation history, and utility requirements must be considered.
How Is Hipot Testing Used for Cables, Wires and Transformers?
Low-voltage wires, shielded power cables, and transformers require different connections and acceptance criteria.
For low-voltage cables and wire harnesses, common test paths include:
Conductor to conductor
Conductor to shield
Conductors tied together to shield
Conductor to connector shell
High-voltage wire to low-voltage signal wire
Conductor to protective earth
Hipot wire testing can detect damaged jackets, pinched insulation, incorrect pin assignments, stray wire strands, and defects inside overmolded connectors.
Medium- and high-voltage cable systems may require VLF withstand, tan delta, partial discharge, or another field-test method. These applications should follow the cable standard and utility test plan rather than a generic factory procedure.
Transformer testing may include:
Primary winding to secondary winding
Primary winding to core
Secondary winding to core
Separate secondary windings
Winding to electrostatic shield
Winding to accessible chassis
All terminals within one test group are normally connected together. The drawing, insulation system, and product standard should define the exact test nodes.
A transformer hipot test is not the same as an induced-voltage test, surge test, insulation resistance test, or partial discharge test.
Where Is Hipot Testing Used in Electronics Manufacturing?
Hipot testing is common in products that contain hazardous voltage or depend on galvanic isolation.
Typical applications include:
AC/DC power supplies
Chargers and adapters
Medical electronics
Industrial controls
Household appliances
Isolation transformers
Motor drives
EV charging equipment
Battery energy storage systems
High-voltage relays
Isolated DC/DC converters
Power distribution units
Mains-powered PCB assemblies
For PCB and PCBA purchasing, the test requirement should be defined before quotation. Voltage, dwell time, current limits, fixture complexity, data logging, and production volume all affect cost and lead time.
Customers should provide:
Final product type
Target market
Applicable safety standard
Isolation-barrier drawing
PCB or PCBA test points
Test voltage and waveform
Ramp and dwell time
Leakage-current limits
Arc-detection requirement
Production quantity
Traceability format
Approved test instruction
The PCB layout should also be checked for creepage, clearance, isolation slots, board-edge spacing, contamination risk, transformer footprint, and high-voltage test access.
EBest Circuit can review PCB and PCBA manufacturing files against our PCB manufacturing capabilities and perform customer-defined tests using approved instructions. Clear test parameters should be supplied with the Gerber files, BOM, assembly drawings, and expected order quantity.
FAQs
1. What does hipot testing mean?
Hipot testing means high potential testing. It applies a controlled high voltage across an insulation barrier to check whether the barrier can withstand the specified electrical stress.
2. What is the purpose of hipot testing?
It verifies dielectric strength and helps identify damaged insulation, inadequate spacing, contamination, pinched wires, and transformer defects.
3. What voltage is used for hipot testing?
The voltage depends on the product standard, working voltage, insulation class, waveform, test location, and duration. There is no single value for every product.
4. Is there a standard hipot test formula?
No universal formula applies to all equipment. Any calculation must be used within the scope of the standard that defines it.
5. What is an acceptable leakage current during a hipot test?
The acceptable limit comes from the product standard or approved test plan. It must account for test voltage, DUT capacitance, waveform, and intentional components across the isolation barrier.
6. Is hipot testing destructive?
It is normally non-destructive when the correct voltage, duration, waveform, and current limits are used. Excessive voltage or repeated overstressing can damage insulation and sensitive components.
7. What is the difference between hipot testing and insulation resistance testing?
Hipot testing checks whether insulation can withstand a high-voltage stress. Insulation resistance testing measures the resistance of the insulation.
8. What is the difference between AC and DC hipot testing?
AC testing reverses polarity and produces continuous capacitive current. DC testing charges the DUT in one direction and requires careful discharge after the test.
9. What is the difference between VLF and hipot testing?
VLF is a low-frequency AC method used mainly for shielded MV/HV cable systems. Hipot testing is a broader term covering dielectric withstand testing for many electrical products.
10. What causes a product to fail a hipot test?
Common causes include insulation damage, contamination, insufficient clearance, moisture, transformer defects, pinched wiring, solder bridges, incorrect fixture connections, and unsuitable test settings.
Hipot testing provides useful evidence that an insulation barrier can withstand a defined electrical stress. Reliable results depend on the correct standard, voltage, waveform, test points, current limits, fixture, and safety controls.
For PCB or PCBA projects that require dielectric withstand testing, include the approved test parameters with the quotation package. Contact EBest Circuit at sales@bestpcbs.com to discuss PCB fabrication, assembly, engineering review, and production testing.
PCB fast prototyping helps engineers move a new board from design files to a real, testable sample before committing to larger production. It is useful when a project needs to verify fit, routing, material selection, surface finish, soldering quality, component sourcing, assembly process, and early functional performance.
EBest Circuit (Best Technology) supports PCB fast prototyping, DFM review, PCB fabrication, component sourcing, SMT assembly, testing coordination, and small-batch production. If your project is ready for prototype review, send your Gerber files, BOM, drawing, stackup notes, impedance requirements, or assembly files to sales@bestpcbs.com. Our engineering team can help better check the manufacturing path before production starts.
How PCB Fast Prototyping Helps Validate a New Board
PCB fast prototyping is not only about making a board quickly. The real value is helping engineers find practical problems early.
Whether the sample can move into small batch or mass production
For a simple FR4 PCB, the prototype may mainly confirm mechanical size and soldering quality. For HDI, impedance, flexible PCB, rigid-flex PCB, metal core PCB, or PCBA projects, fast prototyping becomes much more important because the first build can reveal stackup, fabrication, assembly, and testing risks.
A good fast prototype should not be treated as a one-time sample. It should be built in a way that makes the next production step easier.
EBest Circuit PCB Fast Prototyping Lead Time
PCB fast prototyping lead time should be checked by board type, layer count, standard specification, and whether the project includes SMT assembly. A simple FR4 prototype can move much faster than an HDI board, ceramic PCB, rigid-flex PCB, or PCBA project with component sourcing.
For standard FR4 prototypes under 1 square meter, EBest Circuit can use the following lead time range as a practical reference:
FR4 Prototype
Normal Service
Fastest Service
1 layer
7 days
24 hours
2 layers
8 days
24 hours
4 layers
10 days
48 hours
6 layers
10 days
72 hours
8 layers
12 days
72 hours
10+ layers
To be confirmed
To be confirmed
This reference is based on standard FR4 prototype conditions, such as 0.4-1.6mm board thickness, H/H or 1oz copper, lead-free HASL, green solder mask, white silkscreen, minimum line width/space above 8 mil, minimum hole above 0.3mm, and minimum annular ring above 10 mil.
For other prototype types, the lead time needs separate review:
Prototype Type
Practical Lead Time Reference
1-layer MCPCB
Normal about 4 days; urgent service can be discussed
2-layer MCPCB
Longer than standard FR4 because of metal core processing
Rigid-flex PCB
About 2 weeks for common 4-layer projects; complex builds need review
Ceramic PCB
Usually longer because of substrate and process requirements
PCBA prototype
Depends on PCB, BOM sourcing, stencil, SMT, inspection, and packing
The fastest schedule is only realistic after the files are confirmed. If the board has special laminate, tight impedance, HDI microvias, heavy copper, black solder mask, fine-pitch SMT, special packing, or customer-approved production files, EBest Circuit will check these details before confirming the final delivery date.
For increasingly urgent projects, the best way is to send the Gerber files, BOM, drawings, stackup notes, and assembly files early, so the engineering and production teams can confirm whether the project fits fast service or needs a safer prototype schedule.
Fast Prototype PCB vs Standard PCB Production
A fast prototype PCB and standard PCB production have different goals.
Item
Fast Prototype PCB
Standard Production
Main goal
Verify the board quickly
Build repeatable batches
Quantity
Sample or small batch
Stable batch quantity
Review focus
DFM risks and urgent feasibility
Yield, cost, process control
Panelization
May be flexible
Usually optimized for production
Documentation
Basic to project-specific
More complete production records
Fast prototyping is best when engineers need quick feedback. Standard production is better when the design has already passed validation and the focus moves to cost, consistency, quality reports, and repeat delivery.
For many projects, the best path is:
Prototype first, review the result, adjust if needed, then move into small-batch or mass production.
PCB Fast Prototyping Capabilities at EBest Circuit
EBest Circuit supports PCB fast prototyping for standard FR4 boards, multilayer PCBs, HDI PCBs, metal core PCBs, ceramic PCBs, flexible PCBs, rigid-flex PCBs, and PCBA prototypes. For customers, the key is not only whether the board can be made quickly, but whether the prototype can be reviewed, built, assembled, tested, and prepared for the next production step.
For standard FR4 prototype projects, common fast-build conditions include:
Item
Reference Capability
Board thickness
0.4-1.6mm
Copper
H/H or 1oz
Surface finish
Lead-free HASL
Solder mask
Green
Silkscreen
White
Min line/space
>8 mil
Min hole
>0.3mm
Min annular ring
>10 mil
For projects beyond standard FR4, EBest Circuit can review more advanced requirements:
Area
Examples
Materials
High Tg FR4, halogen-free FR4, selected RF materials
These capabilities do not mean every project can use the same urgent schedule. A simple 2-layer FR4 sample may fit fast service, while an HDI board, heavy copper board, ceramic PCB, rigid-flex PCB, or full PCBA prototype needs engineering review before the lead time is confirmed.
Before production, EBest Circuit early reviews the Gerber files, drill file, stackup, board thickness, copper thickness, surface finish, impedance notes, BOM, pick-and-place file, and packing requirements. This helps customers much more easily avoid a common problem: receiving a fast sample that cannot smoothly move into assembly or small-batch production.
Fast Turn PCB Prototype Process Step by Step
A fast turn PCB prototype needs a clear process. Speed is useful only when the project details are strictly controlled.
A typical EBest Circuit process includes:
File review Gerber files, drill files, drawings, stackup notes, and assembly files are checked.
DFM check Engineers review manufacturability risks such as spacing, holes, solder mask, copper, outline, and panelization.
Quotation and lead time confirmation The final price and schedule are confirmed based on board complexity and quantity.
Production data confirmation For special projects, production files or stackup details can be sent to the customer for confirmation before manufacturing.
PCB fabrication The board enters material preparation, imaging, etching, drilling, plating, solder mask, surface finish, profiling, and test.
SMT assembly if required For PCBA prototypes, components are sourced or received, then assembled and inspected.
Final inspection and shipment Boards are checked, packed, and shipped according to project requirements.
This process keeps the prototype fast, but still controlled.
PCB Material and Surface Finish Options for Fast Prototyping
PCB material and surface finish should match the product use, not only the fastest delivery option.
Common fast prototype options include:
Option
Typical Use
FR4 Tg130
Standard electronics and general prototypes
FR4 Tg150 / Tg170
Higher heat or reliability requirements
1oz copper
Common signal and control boards
2oz copper
Higher current or thermal needs
HASL lead-free
Cost-sensitive prototypes
ENIG
Fine pitch, flat surface, better solderability
Green solder mask
Standard production choice
Black, white, blue, red mask
Appearance or product matching
For urgent projects, material availability can affect lead time. If a project uses special laminate, heavy copper, high Tg FR4, controlled impedance, HDI structure, FPC material, or special surface finish, the fastest realistic schedule should be confirmed after engineering review.
Fast Flexible PCB Prototyping and Rigid-Flex Prototype Support
Fast flexible PCB prototyping is useful for compact devices, wearable electronics, sensors, camera modules, connectors, medical electronics, and products with limited internal space.
Flexible and rigid-flex prototypes require more attention than standard rigid PCBs because the board may include:
Area
What Needs Review
Flexible area
Bend direction and dynamic or static use
Coverlay
Opening size and adhesive control
Stiffener
Connector or soldering support
Material
PI, copper type, thickness
Rigid-flex transition
Stress and manufacturing reliability
Assembly
SMT support and handling protection
EBest Circuit can support flexible PCB and rigid-flex PCB prototype review based on customer-provided design files and product requirements. For these boards, fast delivery must be balanced with material selection, process reliability, and production yield.
PCB Fast Prototyping Case Study
One fast prototype project involved a 4-layer FR4 PCB that needed both bare PCB fabrication and SMT assembly support.
Project background
The customer needed a prototype build for product validation before moving toward a more stable production plan. The project was not only a bare PCB order because EBest Circuit also handled component purchasing and SMT assembly.
Key board requirements
Item
Requirement
Board type
4-layer FR4 PCB
Material
FR4 Tg130
Finished thickness
1.6mm ±10%
Copper thickness
1oz / 1oz / 1oz / 1oz
Solder mask
Black
Silkscreen
White
Surface finish
Lead-free HASL
Panelization
Factory panelization allowed
Components
Purchased by EBest Circuit
Delivery
Single-unit delivery after SMT
Main project focus
This prototype had three practical concerns.
First, the board needed a stable 4-layer FR4 manufacturing path. The engineering team checked the thickness, copper structure, solder mask, surface finish, and panelization method before production.
Second, the project required SMT support. Since all components were purchased by EBest Circuit, BOM review and sourcing coordination were part of the prototype schedule. This helped the customer avoid managing PCB fabrication and component purchasing separately.
Third, the customer requested single-unit delivery after SMT. That meant packing and handling needed to match the assembled board condition, not only the bare PCB condition.
For the customer, the value was not just a fast prototype PCB. The value was a complete prototype path: DFM review, PCB fabrication, component sourcing, SMT assembly, inspection, and delivery in one workflow.
Why Choose EBest Circuit for PCB Fast Prototyping?
EBest Circuit is suitable for customers who need more than a simple online prototype order.
Our support includes:
EBest Circuit Support
Customer Value
DFM pre-review
Find risks before production
Engineering support
Review PCB and PCBA manufacturing details
PCB + PCBA factory
Reduce handoff between suppliers
Component sourcing
Support approved BOM purchasing
SMT assembly
Build functional prototype boards
Prototype and small batch
Support R&D validation and early production
Quality certifications
ISO9001, ISO13485, IATF16949, AS9100D
Digital traceability
Track material, batch, cycle, and production status
For engineers, the best PCB fast prototyping supplier is not always the one that promises the shortest time. It is the one that can tell which parts of the project are simple, which parts need engineering review, and which risks should be solved before the board moves into production.
EBest Circuit supports prototype-to-production projects for customers who need custom PCB fabrication, component sourcing, PCBA assembly, and practical manufacturing support.
PCB Fast Prototyping FAQs
1. What is the difference between PCB fast prototyping and normal PCB prototyping? PCB fast prototyping focuses on shorter lead time for engineering validation. Normal PCB prototyping may follow a standard schedule, especially when the board has special material, HDI, impedance, flexible PCB, or assembly requirements.
2. Can fast PCB prototyping include SMT assembly? Yes. A fast PCB prototype can include SMT assembly if the BOM, placement file, Gerber files, and assembly notes are complete. The lead time must include component sourcing or component receiving, stencil preparation, SMT, inspection, and packing.
3. Is lead-free HASL suitable for fast prototype PCB projects? Lead-free HASL can be suitable for many standard FR4 prototype boards. If the board has fine-pitch components, BGA, or very flat pad requirements, ENIG may be a better option.
4. Can EBest Circuit support fast flexible PCB prototyping? Yes. EBest Circuit supports flexible PCB and rigid-flex PCB prototype projects. The lead time depends on material, stackup, coverlay, stiffener, surface finish, and inspection requirements.
5. What files should I send for PCB fast prototyping? Please send Gerber files, drill files, board drawing, stackup notes, BOM, pick-and-place file, assembly drawing, impedance notes, and any special requirements such as thickness tolerance, surface finish, panelization, testing, or packing.
In short, a fast prototype should help you move forward, not create more uncertainty. If you are preparing a new PCB or PCBA project, send your Gerber files, BOM, drawings, stackup notes, impedance requirements, or assembly files to sales@bestpcbs.com. EBest Circuit will help review the manufacturing path and support your project from prototype validation to scalable production.
A capable 6 layer PCB manufacturer should do more than laminate six copper layers. The supplier must translate electrical requirements into a manufacturable stackup, control impedance, protect registration through lamination, inspect plated features, and keep fabrication data aligned with assembly requirements.
EBest Circuit supports PCB design, prototyping, mass production, component sourcing, and assembly from one project file set. Submit the required stackup, impedance targets, Gerber or ODB++ data, drill files, quantity, and acceptance criteria before production begins. This helps produce an accurate quotation and prevents late changes to trace geometry or dielectric spacing.
What Is a 6 Layer PCB and When Should You Use It?
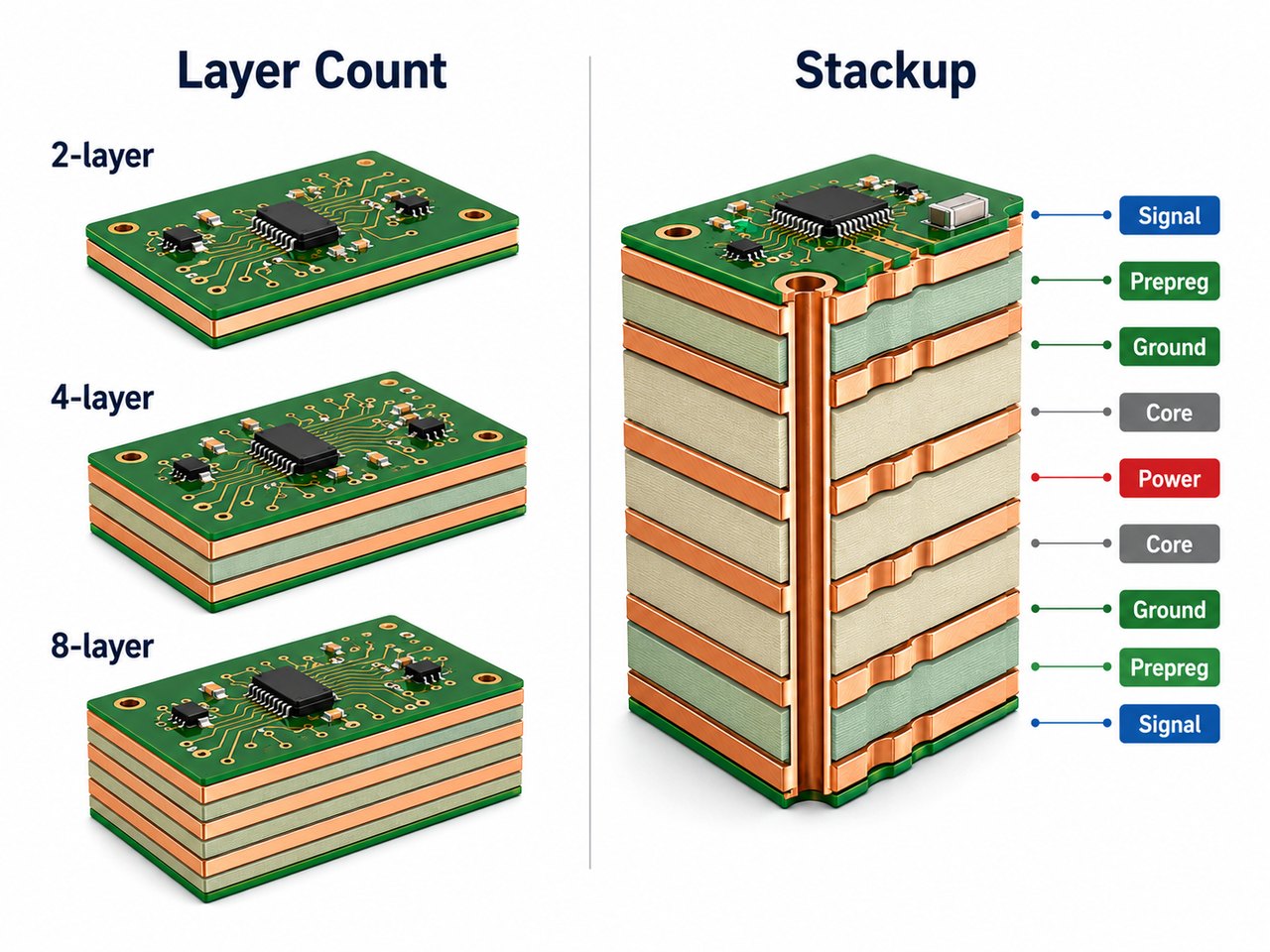
A 6 layer PCB has six conductive copper layers. They are separated by dielectric material. This construction is often selected when a four-layer board lacks routing space, reference planes, power distribution, or electromagnetic control, while an eight-layer construction would add unnecessary complexity.
Common assignments use the outer layers for components and signals, two inner layers as continuous reference planes, and the remaining inner layers for signals or power distribution. The exact arrangement depends on signal speed, return-current paths, component density, power rails, board thickness, and the fabricator’s available materials. When these constraints exceed what a four-layer stack can manage, moving to six layers provides four practical advantages:
High-density routing: More internal routing capacity helps escape fine-pitch BGAs without forcing every connection onto the outer layers.
Signal integrity: Closely coupled reference planes provide controlled return paths for high-speed and impedance-sensitive signals.
Power distribution: Dedicated or shared plane layers can reduce loop area and organize multiple supply rails.
EMI control: A deliberate layer order helps contain fields and reduces discontinuities caused by split or missing references.
Why Choose a 6 Layer PCB Instead of a 4 Layer or 8 Layer PCB?
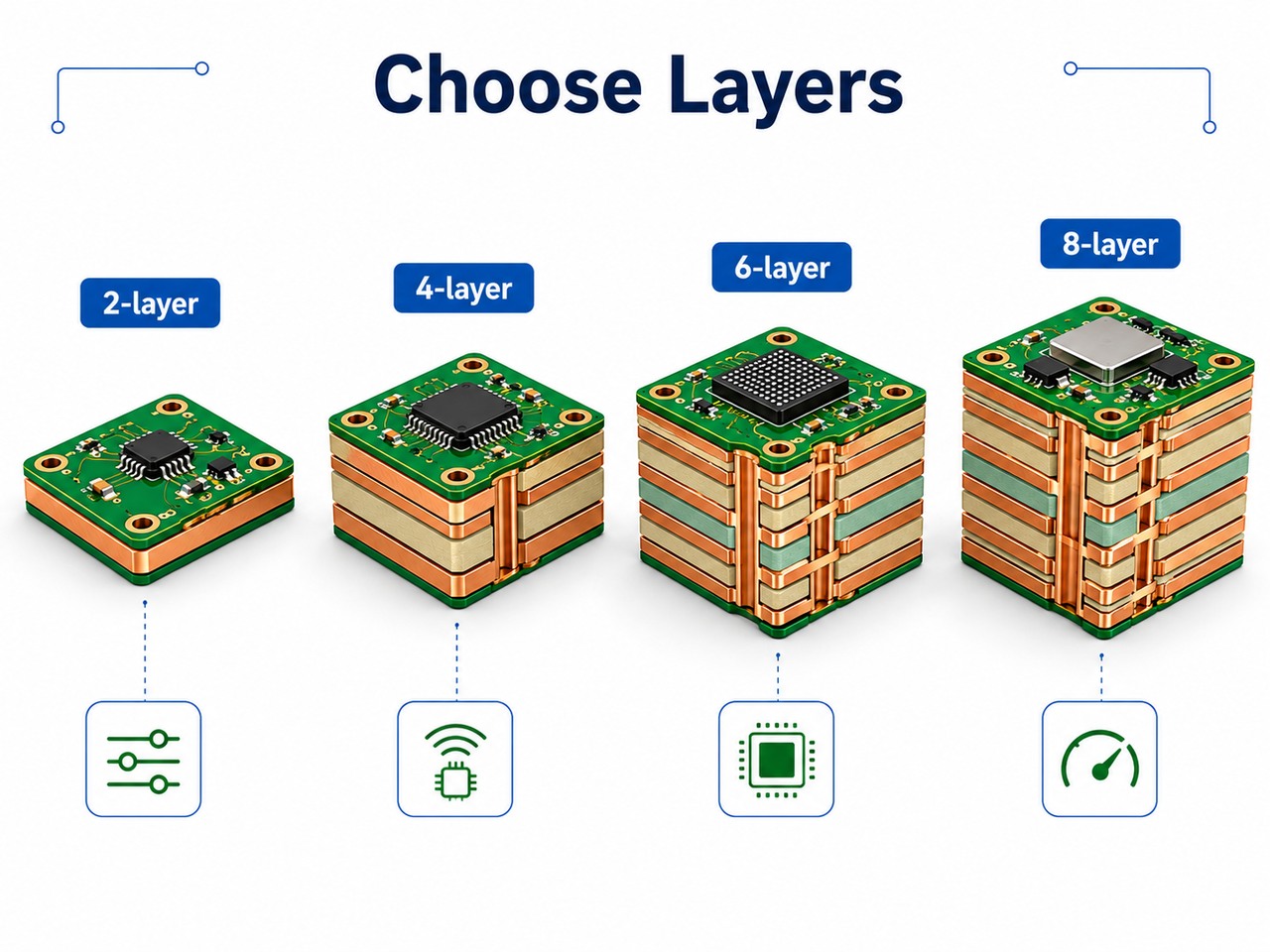
Use six layers when four are insufficient and eight add no value. Layer count should follow routing, reference-plane, electrical, and layout constraints rather than a fixed rule.
Decision Point
4 Layer
6 Layer
8 Layer
Routing density
Moderate
High
Very high
Reference-plane options
Usually two internal planes
More flexible plane and signal allocation
More dedicated planes and routing pairs
High-speed routing
Suitable for controlled layouts with limited density
Good balance of routing space and return paths
Useful for dense buses, many rails, or stronger field containment
Manufacturing burden
Lower
Moderate
Higher material and process content
A six-layer construction is not automatically cheaper than every eight-layer option. Standardized panel constructions, material utilization, via structure, copper weight, and factory loading can change the comparison. Request both stackup feasibility and a production quotation when the design can work on either layer count.
What Manufacturing Capabilities Should a 6 Layer PCB Manufacturer Provide?
A 6 layer PCB manufacturer must reproduce the approved stackup. Check the following six capabilities before releasing files or placing an order:
Stackup engineering: Confirm cores, prepregs, finished thickness, copper distribution, resin needs, and impedance structures before artwork release.
Registration control: Manage inner-layer alignment through tooling, imaging compensation, layup, lamination, and drilling.
Hole reliability: Review finished hole size, drill diameter, copper thickness, aspect ratio, annular ring, and any blind or buried via sequence.
Impedance verification: Calculate trace geometry from the production stackup and test representative coupons when specified.
Electrical testing: Verify opens and shorts against the released netlist or approved manufacturing data.
Documented inspection: Match inspection records and acceptance criteria to the product class and purchase order.
EBest Circuit offers FR-4, high-Tg, heavy-copper, HDI, high-speed, flexible, rigid-flex, and impedance-control products. Final limits must still be checked against the specific design through the verified PCB manufacturing capability and an engineering review.
What Materials, Copper Weights and Board Thicknesses Are Available?
Materials, copper weight, and thickness form one stackup system. Before quoting, the 6 layer PCB manufacturer should confirm how these choices affect impedance, drilling, copper balance, thermal performance, and lamination.
Variable
Common Starting Choice
Engineering Check
Base material
FR-4 or high-Tg FR-4
Confirm Tg, Td, CTE, Dk, Df, flammability requirement, and approved laminate family
Finished thickness
1.0, 1.2, 1.6, or 2.0 mm may be requested
Confirm tolerance, connector fit, stiffness, impedance, and available core/prepreg construction
Copper weight
1 oz is a common baseline
Separate starting copper from finished copper and review etching and hole-wall requirements
Surface finish
HASL, ENIG, OSP, immersion tin, or other qualified finish
Match shelf life, assembly process, pitch, bonding, contact use, and compliance needs
Heavy copper requires wider spacing, suitable resin flow, and careful copper balance. High-speed materials require the actual laminate data used for impedance calculations. The final 6 layer PCB thickness must be checked against connector fit, stiffness, drilling, copper weight, and the available dielectric construction.
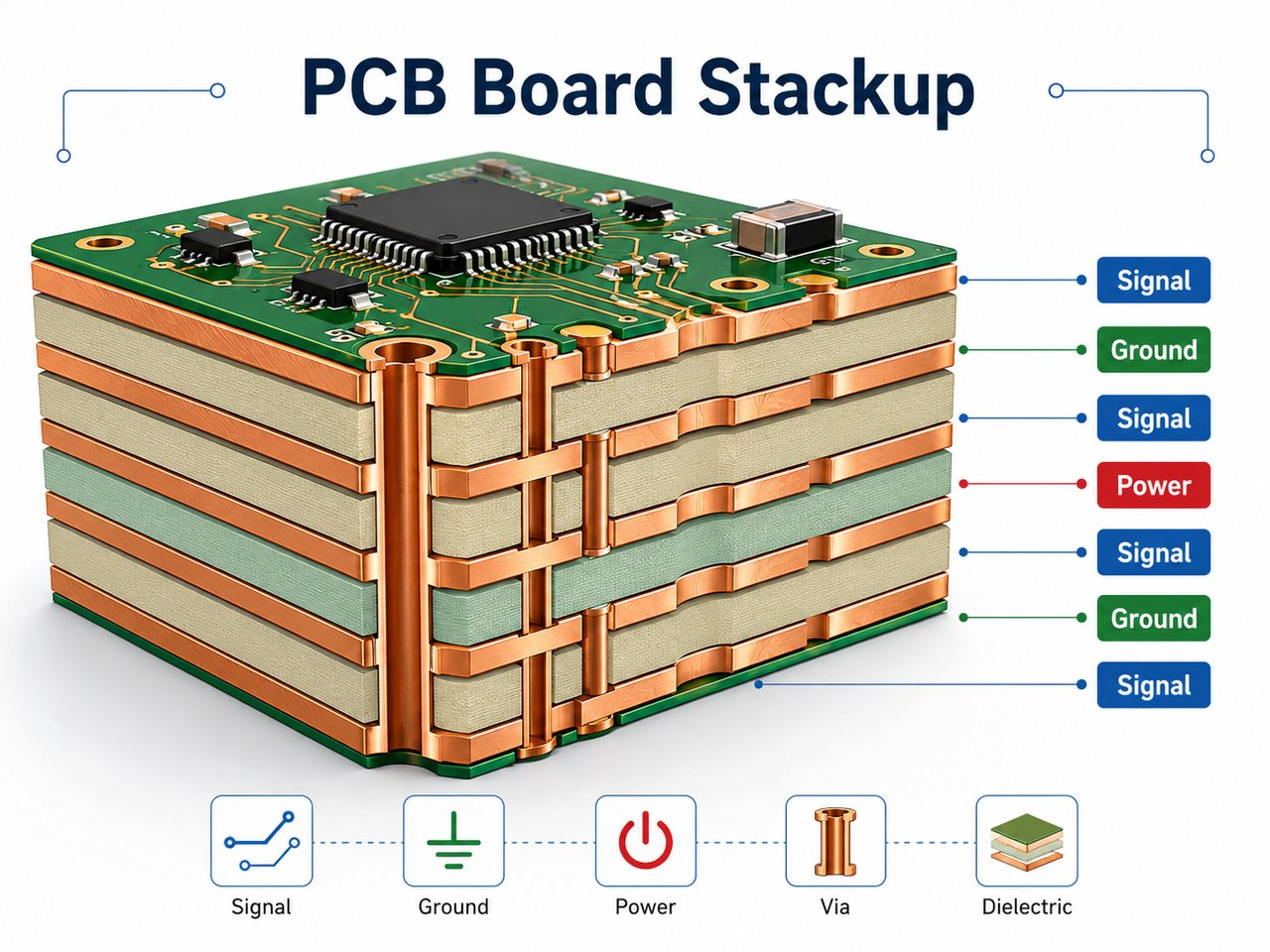
How Should a 6 Layer PCB Stackup Be Designed?
A good stackup uses continuous planes and symmetric construction. Critical signals should remain next to uninterrupted reference planes. Release final trace widths and dielectric thicknesses only after the 6 layer PCB manufacturer confirms its production materials.
The following balanced structure is a practical starting point for dense digital and mixed-signal designs. It gives both outer signal layers a nearby ground reference and reserves the two center layers for additional routing or power distribution.
Layer
Typical Assignment
Reference and Design Purpose
L1 — Top
Components and critical signals
Route short high-speed connections over the solid L2 ground plane
L2
Solid ground plane
Provides the primary return path and impedance reference for L1 and suitable L3 traces
L3
Internal signals or power pours
Use L2 as the reference for controlled signals; keep power regions clear of critical return paths
L4
Internal signals or power pours
Use L5 as the reference for controlled signals; coordinate spacing from L3 to limit broadside coupling
L5
Solid ground plane
Provides the primary return path and impedance reference for L6 and suitable L4 traces
L6 — Bottom
Components and secondary signals
Route referenced signals over L5 and keep return paths continuous through layer changes
This arrangement is not universal. Before routing, confirm these four points with the manufacturer:
Reference continuity: Route critical nets over an uninterrupted ground reference and provide return transitions when changing layers.
Layer symmetry: Balance dielectric and copper construction around the center to reduce bow and twist risk.
Center-layer coupling: Set the L3-to-L4 spacing and routing directions to control broadside crosstalk.
Production construction: Size controlled traces from the manufacturer’s released cores, prepregs, copper thicknesses, and impedance model.
What Design Files and DFM Checks Are Required Before 6 Layer PCB Fabrication?
Send the 6 layer PCB manufacturer one consistent data set. It must define geometry, drilling, stackup, materials, impedance, finish, profile, and acceptance requirements. Assembly orders also need component and placement data.
Board image data: Supply Gerber X2 or ODB++ with a clear layer order and polarity.
Drill data: Include plated and non-plated holes, slots, countersinks, and controlled-depth features where applicable.
Fabrication drawing: State dimensions, tolerances, thickness, material, copper, finish, edge details, and special notes.
Impedance table: Identify net class, target, tolerance, layer, reference, width, and differential spacing.
Assembly package: Add BOM, centroid data, assembly drawings, approved substitutions, programming, and test instructions.
DFM should check annular rings, solder-mask clearances, copper-to-edge distance, drill-to-copper clearance, aspect ratio, via structures, copper balance, panelization, fiducials, tooling, and conflicts between drawings and data. Engineering questions should be closed in one approved revision set before the production clock starts.
How Does the 6 Layer PCB Manufacturing Process Work?
A 6 layer PCB manufacturer follows a controlled multilayer process. Production runs from data preparation and inner-layer imaging through lamination, hole metallization, outer-layer formation, finishing, and final testing. The following steps show what must be controlled before each operation advances.
Step 1 — CAM and DFM preparation: Engineers compare Gerber or ODB++ data, drill files, the fabrication drawing, stackup, impedance requirements, and panel dimensions. CAM tools create the production panel, drill programs, imaging data, layer-scaling allowances, and test coupons after file conflicts are resolved.
Step 2 — Inner-layer material preparation: Copper-clad cores are cut to panel size and cleaned so dry-film photoresist can bond uniformly. Material identity, copper weight, core thickness, surface condition, and orientation must match the approved stackup.
Step 3 — Inner-layer imaging: The circuitry for the internal copper layers is transferred to the resist by laser direct imaging or another qualified exposure method. Developing removes the selected resist areas and leaves the copper pattern required for etching.
Step 4 — Inner-layer etching and resist stripping: Unprotected copper is etched away to form the internal signal and plane patterns. The remaining resist is stripped, and conductor width, spacing, pad geometry, and unwanted residual copper are checked.
Step 5 — Inner-layer AOI and registration review: Automated optical inspection compares each etched inner layer with the approved CAM image to find opens, shorts, nicks, spacing defects, or missing features. Registration targets are also checked because these circuits will become inaccessible after lamination.
Step 6 — Bond treatment and six-layer layup: The inner copper surfaces receive a qualified bonding treatment, then cores, prepregs, and outer copper foils are stacked in the approved L1-to-L6 order. Tooling pins or another registration system align the layers, while prepreg type and resin content support dielectric thickness and copper filling.
Step 7 — Multilayer lamination: The six-layer book is pressed under a controlled temperature, pressure, vacuum, and time cycle. The prepreg resin flows, fills the copper topography, cures, and bonds the layers into one panel; the cycle must control thickness, voiding, registration, bow, and twist.
Step 8 — X-ray registration and drilling: After lamination, X-ray targets or approved tooling references locate the buried inner-layer features before drilling. Mechanical or laser drilling produces plated holes, non-plated holes, slots, and any controlled-depth features according to the drill program.
Step 9 — Desmear and hole-wall preparation: Drilling can leave resin smear over exposed inner-layer copper, so the holes are cleaned and micro-etched before metallization. This operation exposes sound copper and conditions the dielectric wall for a continuous conductive deposit.
Step 10 — Electroless copper and panel plating: A thin electroless copper layer makes the hole walls conductive, followed by electrolytic copper plating to build the required hole-wall and surface copper. Plating distribution and copper thickness are controlled because insufficient or uneven deposition can weaken plated-through holes.
Step 11 — Outer-layer imaging, pattern plating, and etching: The L1 and L6 circuit images are applied to the plated panel. Copper is built where required, an etch resist is added, unwanted outer copper is removed, and AOI checks the completed outer conductors against the CAM data.
Step 12 — Solder mask, legend, and surface finish: Solder mask is applied, imaged, developed, and cured while pad openings and mask dams are inspected. The specified finish is then applied to exposed copper, followed by legend printing when required; finish choice and thickness must match the assembly and product requirements.
Step 13 — Profiling, electrical test, and final release: Routing, scoring, or another approved method forms the final board outline and any internal cutouts. The finished boards undergo netlist electrical testing, dimensional and visual inspection, and any specified impedance, microsection, cleanliness, or documentation checks before packing and release.
What Specialized 6 Layer PCB Types Can We Manufacture?
Specialized six-layer boards require a matching process route. Six-layer construction can support rigid, heavy-copper, HDI, high-speed, flexible, and rigid-flex products. These options are not interchangeable add-ons.
Heavy copper: Suits higher-current and thermal demands but changes spacing, etching, resin filling, and finished-thickness planning.
HDI: Uses microvias, sequential lamination, finer geometry, or via-in-pad structures when BGA escape density requires them.
High-speed and RF: Requires laminate control, loss planning, reference continuity, and production impedance correlation.
Flexible and rigid-flex: Requires bend-zone rules, coverlay, stiffeners, flex material control, and transition design. Review the verified flex PCB manufacturer requirements before release.
Send the complete mechanical and electrical requirements for feasibility review. A six-layer rigid-flex board, a six-layer HDI board, and a heavy-copper six-layer board follow different material and process controls even though the layer count is the same.
What 6 Layer PCB Manufacturing and Assembly Services Can We Provide?
Manufacturing and assembly stay coordinated from prototype to volume. Customers can place bare-board fabrication, component sourcing, and assembly under one controlled project revision.
Manufacturing starts with the approved board data and ends with inspected bare boards ready for assembly. The production scope should define the following requirements:
Stackup and material control: Build the six-layer construction from the approved core, prepreg, laminate grade, copper weight, finished thickness, and surface-finish requirements.
Impedance-controlled fabrication: Review controlled nets, target impedance, tolerance, reference layers, trace geometry, and the production stackup before releasing the board.
Drilling and plating: Manufacture through holes and any specified blind or buried vias according to finished-hole size, aspect ratio, annular-ring, and copper-plating requirements.
Bare-board inspection: Apply the agreed electrical test and dimensional inspection requirements before boards move to assembly or shipment.
Prototype and volume supply: Support initial board quantities and later mass production while keeping the approved fabrication revision under change control.
Assembly service adds parts procurement and component installation to the manufactured board. The order review should separate standard assembly work from project-specific operations:
Component sourcing: Purchase parts against the approved BOM and identify manufacturer part numbers, approved alternatives, do-not-substitute items, and customer-supplied components.
Assembly preparation: Check the BOM, pick-and-place file, assembly drawing, reference designators, polarity, package data, keep-out areas, and component-height restrictions for consistency.
Prototype assembly: Use the first build to confirm component fit, placement data, assembly notes, test access, and any programming requirements before volume release.
Volume assembly: Freeze the approved PCB revision, BOM, placement files, and substitution rules after sample approval to prevent mixed board or component revisions.
Project-specific operations: Programming, functional testing, conformal coating, special cleaning, traceability records, and detailed inspection reports require feasibility and acceptance-criteria confirmation during quotation.
To price manufacturing and assembly together, submit one complete and revision-matched data package. This allows material, component, tooling, testing, and delivery requirements to be reviewed at the same time:
PCB production data: Gerber or ODB++, NC drill files, board drawing, stackup, impedance table, panel requirements, and finished-board specifications.
Component data: BOM with manufacturer part numbers, quantities, approved alternates, do-not-substitute parts, and a list of consigned components.
Assembly data: Pick-and-place file, assembly drawing, polarity and orientation notes, reference designators, and any keep-out or height restrictions.
Order quantities: Prototype quantity, expected production quantity, delivery schedule, and whether extra boards or components are allowed for process setup.
Acceptance requirements: Required inspection records, electrical or functional tests, programming files, test fixtures, packaging, cleaning, coating, and traceability needs.
How Is Quality Controlled During 6 Layer PCB Fabrication and Assembly?
Quality must be verified at each production gate. This prevents hidden inner-layer, plated-hole, electrical, or assembly defects from reaching final inspection. Each gate should have a defined requirement, inspection method, acceptance limit, and release record.
Final visual and dimensional inspection results against released artwork and drawings
Electrical and impedance verification
Opens, shorts, netlist continuity, and controlled-impedance structures
Electrical-test status and impedance coupon data when coupon testing is included in the order
Assembly release
Component identity, orientation, solder-joint condition, workmanship, programming, and functional requirements
Specify the required inspection or test record; AOI, X-ray, programming, and functional testing remain order-dependent
Final shipment release
Board dimensions, quantity, revision, packaging, labeling, documentation, and nonconformance closure
Final inspection record, certificate of conformance, test report, or traceability record when contractually required
EBest Circuit lists ISO 9001:2015, ISO 13485:2016, IATF 16949, AS9100D, UL, RoHS, and REACH among its quality and compliance credentials. For regulated or high-reliability work, request the current certificate, site scope, product applicability, revision, and required order records before approval.
What Factors Affect 6 Layer PCB Price and Lead Time?
The full process route determines price and lead time. Layer count alone is not enough. A quote becomes reliable when it is based on released data and a confirmed stackup.
Panel utilization: Board dimensions, rails, coupons, routing gaps, and quantity determine material yield.
Material system: High-Tg, low-loss, flex, rigid-flex, or uncommon laminate choices affect availability and processing.
Copper and geometry: Heavy copper, fine lines, tight spacing, small annular rings, and dense drilling increase process difficulty.
Via structure: Blind, buried, microvia, stacked, filled, or capped vias can add lamination and plating operations.
Testing scope: Impedance coupons, electrical test, microsection, ionic cleanliness, X-ray, programming, and functional test require time and resources.
Assembly supply chain: BOM availability, approved substitutions, component packaging, and fixture readiness often control the PCBA schedule.
Compare quotations using the same revision, quantity, material, copper, finish, test scope, quality documentation, shipping terms, and schedule start condition. A low headline price is not comparable if it excludes tooling, testing, controlled impedance, or assembly requirements.
Custom 6 Layer PCB Manufacturing and Assembly Case Study
A credible case study shows decisions and verifiable outputs. This representative industrial-control project explains what must be resolved before a custom six-layer board reaches production.
Project Background: The design needed more routing space than a four-layer board could provide. It also required continuous reference planes, multiple power rails, controlled-impedance signals, and an assembled prototype that would fit an existing enclosure.
Project Requirements: The release package contained Gerber and NC drill data, a preliminary stackup, impedance net classes, a BOM, pick-and-place data, assembly drawings, mechanical limits, programming requirements, and functional-test criteria. The main risks were inconsistent layer naming, incomplete impedance references, component substitutions, and uncontrolled changes between fabrication and assembly files.
Engineering Review: The board data was checked against the proposed layer order and drill pairs. Reference-plane continuity, BGA escape routing, copper distribution, panel requirements, dielectric availability, and manufacturable impedance geometry were reviewed together. BOM alternatives, polarity notes, package data, and test access were then resolved before release.
Manufacturing and Assembly Control: The approved stackup and artwork revision became the manufacturing baseline. The BOM, placement file, assembly drawing, and programming package were tied to the same revision so that a board change could not enter assembly without review.
Customer-Verifiable Output: The deliverable package can include the approved stackup, resolved engineering questions, released fabrication data, assembled samples, and electrical-test status. It can also include specified inspection records and a change log. These records let the customer compare the prototype and later production build against the same approved baseline.
Why Choose EBest Circuit as Your 6 Layer PCB Manufacturer in China?
One accountable source reduces handoff risk. Customers can coordinate design support, six-layer PCB production, component sourcing, and assembly through EBest Circuit, reducing the time and risk created by separate suppliers.
Fewer supplier handoffs: One project team can coordinate the stackup, bare-board data, BOM, placement files, and assembly requirements, reducing duplicated questions and conflicting revisions.
Lower design-release risk: Material availability, layer order, copper distribution, reference planes, drilling, impedance, and assembly data can be reviewed before production consumes material.
More predictable repeat orders: The approved manufacturing package and change history provide a controlled baseline for later builds instead of relying on undocumented production assumptions.
Simpler component coordination: Approved alternatives, customer-supplied parts, do-not-substitute items, and shortage decisions can be resolved within the same order as PCB production.
Quality evidence matched to your risk: Customers can specify electrical tests, impedance records, inspection reports, traceability, and certificates that their product or quality system actually requires.
Support from prototype to volume: PCB design, prototyping, mass production, component sourcing, and assembly services allow the same technical decisions to carry forward as quantities increase.
For a custom 6 layer PCB manufacturer quotation, send the released data package and identify the requirements that affect stackup, impedance, reliability, assembly, testing, quality records, and delivery.
FAQs About 6 Layer PCB Manufacturing
Q1: Can edge plating or castellated holes be added to a 6 layer PCB?
A1: Yes, when the board outline and plating requirements are designed for the selected feature. Define plated edges or castellations in the fabrication drawing and confirm minimum feature size, routing method, and finished-edge acceptance criteria.
Q2: Can press-fit connectors be used on a 6 layer PCB?
A2: Yes, but finished-hole geometry and plating must match the connector specification. Provide the connector drawing, compliant-pin range, hole tolerance, copper requirement, board thickness, and insertion-force constraints for review.
Q3: Should unused vias be tented, plugged, filled, or capped?
A3: Select the treatment from the via location and assembly risk. BGA escape vias, via-in-pad structures, exposed test vias, and holes near solderable pads may require different treatments to control solder loss, contamination, or surface flatness.
Q4: How should tooling holes and fiducials be specified for assembly?
A4: Define them at both board and panel level when the assembly process requires them. Their size, location, clearance, and relationship to breakaway rails should be coordinated with placement, inspection, and depaneling needs.
Q5: Can controlled-depth routing or cavities be used in a 6 layer PCB?
A5: These features are possible only after mechanical and stackup review. The drawing should define depth, tolerance, remaining dielectric or copper, corner radius, and the relationship to internal conductors.
Q6: What information is needed for selective conformal coating?
A6: Provide a coating drawing with coated and keep-out areas clearly marked. Identify connectors, test points, switches, heat sinks, grounding contacts, coating material, thickness requirement, masking method, and inspection criteria.
Q7: How should firmware and programming files be controlled?
A7: Treat firmware as a released production item with its own revision. Specify the device, file name, checksum or version, programming interface, security requirements, verification method, and labeling rule.
Q8: What packaging should be specified for assembled six-layer boards?
A8: Packaging should match moisture, ESD, mechanical, and cleanliness risks. Define ESD protection, moisture barrier requirements, desiccant, humidity indication, tray or reel orientation, cushioning, labels, and shipment quantity per package.
Q9: Can serial numbers, date codes, or lot codes be added?
A9: Yes, when the marking content, format, location, and data source are defined. Confirm whether markings are human-readable, machine-readable, permanent, linked to test records, or restricted by available board space.
Q10: How are approved component substitutions documented?
A10: Every substitute should be approved against defined electrical, mechanical, and lifecycle criteria. Record the alternate manufacturer part number, affected reference designators, approval authority, applicable quantity, and whether the change is temporary or permanent.
Conclusion
One approved production baseline reduces preventable variation. A reliable six-layer build keeps stackup, materials, impedance, drilling, plating, component data, inspection, and assembly under revision control. Coordinating these decisions with one manufacturing partner can reduce file conflicts, repeated engineering questions, component delays, and uncontrolled changes between prototype and volume production.
Send your Gerber/ODB++, NC drill files, stackup, BOM, and quantity, together with assembly drawings, programming files, test requirements, and required quality records, to sales@bestpcbs.com. EBest Circuit will review the manufacturing and assembly scope and prepare a project-specific quotation.
Ceramic circuit board material selection decides how a PCB handles heat, voltage, insulation, dimensional stability, assembly stress and long-term reliability. The practical choice is usually not simply ceramic versus non-ceramic; it is whether alumina, aluminum nitride, FR4, metal core PCB or another substrate can meet the electrical, thermal, mechanical and cost targets of the design.
This guide focuses on the material decisions that affect real PCB and PCBA projects: when ceramic is necessary, when FR4 PCB is still the better option, how alumina PCB differs from aluminum nitride PCB, and what information should be prepared before asking a ceramic PCB manufacturer for a quote.
What Is Ceramic Circuit Board Material?
Ceramic circuit board material is an inorganic insulating substrate used as the base for copper circuitry. Common choices include alumina (Al2O3), aluminum nitride (AlN), beryllium oxide (BeO), silicon nitride (Si3N4), LTCC and HTCC materials. In a finished ceramic PCB, the ceramic base supports copper traces while providing electrical insulation and heat transfer.
Compared with organic laminates, ceramic substrates are selected for higher thermal conductivity, low moisture absorption, high-temperature stability, dimensional stability and good dielectric strength. These strengths are useful in LED modules, power devices, RF circuits, sensors, laser modules, semiconductor packaging and automotive electronics.
Why Use Ceramic PCB Instead of Standard FR4?
Use ceramic PCB instead of standard FR4 when the board must transfer heat through an electrically insulating substrate or operate in an environment where organic laminate properties are no longer enough. FR4 is economical, easy to process and flexible for multilayer routing, but ceramic provides a stronger platform for heat, voltage, stability and temperature resistance.
The decision should start from the stress in the design. If the circuit only needs standard digital routing, moderate current and normal operating temperature, FR4 is usually the practical first option. If the design concentrates heat under power devices, requires stable insulation at elevated temperature, or needs a compact high-power structure, ceramic PCB becomes worth reviewing.
Selection Factor
FR4 PCB
Ceramic PCB
Base material
Glass fiber reinforced epoxy laminate
Alumina, AlN, BeO, Si3N4, LTCC or HTCC ceramic
Thermal path
Limited through-thickness heat transfer
Better heat transfer through an insulating base
Routing flexibility
Excellent for multilayer signal routing
Usually simpler layer structures, depending on process
Temperature stability
Suitable for standard electronics and high-Tg options
Better for high-temperature and high-reliability environments
Cost position
Lower cost and broad availability
Higher cost, justified by thermal or environmental requirements
Which Ceramic Circuit Board Materials Are Commonly Used?
The most common ceramic circuit board materials are alumina and aluminum nitride, with other ceramic systems used when the application has special thermal, RF, packaging or reliability needs. The material name should be connected to the circuit process, copper thickness, surface finish, assembly method and reliability target.
Material
Practical Strength
Typical Use
Review Point
Alumina ceramic substrate
Balanced insulation, stability and cost
LED, sensors, power control, thick film and DPC ceramic circuits
Confirm purity, thickness, copper process and thermal target.
Aluminum nitride PCB
Higher thermal conductivity than alumina
High heat flux modules, laser drivers, power electronics and compact LED systems
Confirm handling, cost and metallization compatibility.
BeO ceramic PCB
Very high thermal conductivity
Special thermal applications where permitted
Confirm safety, compliance and supplier capability before selection.
LTCC / HTCC
Multilayer ceramic packaging and high-reliability structures
RF modules, sensors, hermetic or compact electronic packages
Confirm design rules, firing shrinkage, conductor system and lead time.
When Is Alumina PCB the Practical Choice?
Alumina PCB is often the practical choice when the design needs ceramic insulation, dimensional stability and better thermal behavior than FR4, but does not require the higher thermal performance or cost of AlN. It is commonly used for ceramic circuits where cost control, mature processing and stable electrical insulation matter together.
For many projects, 96% alumina provides a balanced ceramic substrate for DPC, thick film and other ceramic PCB routes. Higher-purity alumina can be considered when tighter dielectric performance, surface quality or material consistency is important. The decision should be made with substrate thickness, copper thickness, line width, dielectric test requirement and assembly conditions in the same review.
When Should Aluminum Nitride PCB Be Selected?
Aluminum nitride PCB should be selected when the limiting factor is heat spreading through the insulating substrate. AlN has much stronger thermal conductivity than alumina, so it is useful in compact power modules, high-power LED systems, laser modules, RF power circuits and applications where the heat source is small and concentrated.
AlN is not automatically the best material for every ceramic PCB. It usually costs more than alumina and requires careful handling and process control. It should be reviewed when thermal simulation, junction temperature, power density or module size shows that alumina cannot provide enough thermal margin.
How Do Ceramic Circuit Boards Compare With Metal Core PCB?
Ceramic circuit boards and metal core PCBs solve heat problems in different ways. A metal core PCB uses a metal base, usually aluminum or copper, with an insulating dielectric layer between the copper circuit and the metal. A ceramic PCB uses the ceramic itself as the electrically insulating and heat-conducting base.
Metal core PCB is often effective for LED lighting, power supplies and thermal spreading where the dielectric layer can meet the voltage and thermal requirements. Ceramic PCB becomes more relevant when the insulation layer must also be highly thermally conductive, dimensionally stable, low moisture absorption or suitable for elevated-temperature operation.
Which Manufacturing Processes Affect Ceramic PCB Material Selection?
The manufacturing process affects ceramic PCB material selection because the same substrate can behave differently in thick film, thin film, DPC, DCB or other ceramic circuit routes. The process determines achievable line width, copper thickness, adhesion, surface finish, layer count, vias, cost and lead time.
Thick film ceramic PCB: suitable for printed conductor and resistor systems, commonly used on alumina.
Thin film ceramic PCB: useful for fine features, tight tolerances and high-frequency or precision circuits.
DPC ceramic PCB: supports plated copper features and is often used for LED, sensor and compact power applications.
DCB / DBC ceramic PCB: supports bonded copper on ceramic for higher-current power structures.
LTCC / HTCC: used when multilayer ceramic integration, compact packaging or high-temperature firing processes are needed.
EBest Circuit (Best Technology) supports ceramic PCB routes including thick film ceramic PCB, thin film ceramic PCB, DCB ceramic PCB, alumina ceramic PCB and AlN ceramic PCB, subject to material, dimensions, copper design and engineering review.
What Applications Need Ceramic Circuit Board Material?
Ceramic circuit board material is most useful when the application combines heat, electrical insulation, compact size or environmental stress. It is not limited to one industry, but it is most common where ordinary organic laminates would create thermal, dielectric or reliability limits.
High-power LED modules and optical devices
Laser diode and laser driver circuits
Power semiconductor modules and gate driver substrates
RF and microwave ceramic circuits
Automotive sensors and power electronics
Medical electronics and high-reliability instruments
Industrial controls exposed to heat or electrical stress
What Should Be Checked Before Requesting a Ceramic PCB Quote?
A ceramic PCB quote should include more than the material name. The RFQ should define the complete substrate and circuit structure so the manufacturer can review feasibility, cost and reliability before production.
Ceramic material: alumina, AlN, BeO, LTCC, HTCC or open for recommendation
Substrate thickness, copper thickness and finished board size
Line width, line spacing, hole size, vias and edge clearance
Process route: thick film, thin film, DPC, DCB or another ceramic process
Surface finish and soldering or wire bonding requirement
Operating temperature, voltage, current and thermal load
Assembly method, component type, solder profile and inspection needs
Prototype quantity, annual volume and target lead time
For a first build, a PCB prototype is usually the most practical way to validate material choice, circuit layout, assembly behavior and thermal assumptions before committing to volume production.
How Should You Choose a Ceramic PCB Manufacturer?
A ceramic PCB manufacturer should be evaluated by material capability, process match, engineering communication, inspection methods and willingness to review trade-offs before quotation. A supplier that only accepts a material name without checking drawings may miss important limits in copper geometry, substrate thickness, thermal stress or assembly compatibility.
EBest Circuit (Best Technology) can review ceramic PCB drawings together with FR4 PCB, MCPCB and PCB assembly requirements when the project includes mixed technologies. This is useful when the final product uses a ceramic circuit for the high-heat section and conventional PCBA for control, sensing or communication circuits.
FAQ About Ceramic Circuit Board Material?
1. Is ceramic PCB always better than FR4?
No. Ceramic PCB is better when the project needs ceramic-specific thermal, dielectric or temperature performance. FR4 is usually better for cost-sensitive multilayer routing, standard digital circuits and general electronics.
2. Is alumina PCB the same as aluminum nitride PCB?
No. Alumina PCB and aluminum nitride PCB are different ceramic substrate options. Alumina is often more cost-effective, while aluminum nitride is selected when higher thermal conductivity is needed.
3. Can ceramic circuit boards be assembled like standard PCBs?
Some assembly steps are similar, but ceramic boards need attention to solder profile, component stress, handling, surface finish and thermal expansion behavior. Assembly review should happen before prototype production.
4. What files are needed for a ceramic PCB quote?
Gerber files, drill files, board drawing, stack details, material requirement, copper thickness, surface finish, quantity, assembly notes and thermal or electrical requirements are normally needed for a useful quotation.
5. Should circuit board cement or circuit board clay be used as article keywords?
No. Those terms usually do not match ceramic PCB material selection intent. They should not guide the article structure unless a specific repair, adhesive or educational material topic is being written separately.
Conclusion
Ceramic circuit board material should be selected only after the thermal path, voltage requirement, substrate thickness, copper design, assembly method and cost target are clear. Alumina PCB is often the balanced ceramic option, aluminum nitride PCB is stronger for high heat flux, and FR4 remains the practical choice for many standard circuits.
If you are comparing ceramic PCB, FR4 PCB, metal core PCB or PCBA options, EBest Circuit (Best Technology) can review your drawings, material requirements and quotation details. Send your files or questions to sales@bestpcbs.com or contact EBest Circuit.
Circuit board conformal coating is a thin polymer film applied over an assembled printed circuit board to reduce damage from humidity, condensation, salt, dust, corrosive gases, and surface contamination. The right coating can improve insulation and field reliability without the weight and service restrictions of fully encapsulating the assembly.
Coating selection must match the operating environment, required service life, production method, inspection plan, and repair policy. A complete specification also preserves access to connectors, test points, adjustment devices, thermal interfaces, and other areas that must remain free of coating.
What Is Conformal Coating on Circuit Boards?
It is a thin, electrically insulating protective film. Unlike solder mask, which is applied during bare-board fabrication, conformal coating is normally applied after assembly and electrical testing. It follows the contours of components, solder joints, exposed conductors, and board surfaces while leaving specified keep-out areas uncoated.
A typical circuit board conformal coating is transparent and contains a fluorescent tracer for UV inspection. It is not automatically waterproof, hermetic, or suitable for immersion. Protection depends on the coating chemistry, film continuity, adhesion, thickness, edge coverage, cleanliness beneath the film, and compatibility with the operating environment.
Protection Layer
Process Stage
Primary Function
Rework Implication
Solder mask
During bare-board fabrication, before assembly
Cover selected copper and limit unwanted solder bridging
Permanent board finish; not removed for routine component repair
Conformal coating
After assembly, cleaning, and initial electrical test
Thin environmental barrier and surface insulation support
Local removal may be possible, depending on chemistry
How Does Conformal Coating Protect a Printed Circuit Board?
The film interrupts moisture and contamination paths. A continuous coating reduces direct contact between the assembly and conductive pollutants. It also increases surface insulation resistance, slows corrosion, and limits leakage or electrochemical migration when voltage bias, ionic contamination, and moisture would otherwise combine on the board surface.
The coating can also reduce the movement of fine dust, salt residue, and chemical mist toward exposed metal. Flexible chemistries may provide limited damping around small components. However, circuit board conformal coating cannot replace mechanical supports, strain relief, enclosure sealing, thermal design, surge protection, or proper ESD controls.
Moisture barrier: slows condensation and humidity from reaching conductors and solder joints.
Contamination control: reduces conductive paths formed by dust, salts, flux residue, and industrial deposits.
Corrosion delay: limits oxygen, water, and reactive species at vulnerable metal surfaces.
Insulation support: helps maintain surface resistance when coating coverage and cleanliness are controlled.
Mechanical restraint: offers limited support against light vibration, but does not replace structural fixation.
Which Circuit Boards Need Conformal Coating?
Boards exposed to predictable environmental stress benefit most. Coating is justified when the operating or storage environment presents condensation, high humidity, salt, dust, chemical vapor, fungus risk, or frequent temperature cycling. The decision should come from an environmental risk assessment rather than a blanket rule applied to every assembly.
Outdoor electronics: control boards inside vented or imperfectly sealed enclosures face condensation and airborne contaminants.
Industrial controls: factory air may contain conductive dust, oil mist, cleaning chemicals, or corrosive gases.
Transportation systems: automotive, rail, and marine electronics encounter humidity, salt, vibration, and temperature cycling.
HVAC and appliances: temperature changes can create condensation near power and control circuitry.
High-impedance circuits: sensor inputs and precision analog nodes are sensitive to small leakage currents.
Circuit board conformal coating may be unnecessary for a board installed in a controlled, sealed, dry indoor environment. It may also create more risk than value when unprotected switches, relays, sockets, optical surfaces, microphones, pressure sensors, or high-frequency tuning structures cannot be reliably masked.
What Are the Main Types of Conformal Coatings for Circuit Boards?
Five chemistry families cover most protection decisions. Circuit board conformal coating is commonly based on acrylic, polyurethane, silicone, epoxy, or parylene. These materials differ in chemical resistance, temperature behavior, cure method, film thickness, production equipment, and rework difficulty. UV-curable formulations form an additional production category and may use hybrid chemistry.
Type
Main Strength
Main Limitation
Rework
Acrylic
Fast drying and practical general protection
Lower solvent and high-temperature resistance
Usually easiest
Polyurethane
Strong moisture, abrasion, and chemical resistance
Acrylic conformal coating is often the practical starting point for general electronics because it dries quickly and supports local repair. It should not be selected by habit when the assembly faces fuels, aggressive solvents, sustained high temperature, or immersion.
What Is the Best Conformal Coating for PCB?
There is no universal best coating chemistry. The best conformal coating for PCB use must survive the defined environment and adhere to the cleaned assembly. It must also fit the production process and permit the required inspection and rework. A coating that is exceptionally resistant but impossible to repair may be the wrong business and engineering choice.
General indoor or light industrial use: evaluate acrylic where quick cure and repair access matter.
Chemical and abrasion exposure: evaluate polyurethane or epoxy after compatibility testing.
High temperature and thermal cycling: evaluate silicone with contamination controls.
Complex geometry and very uniform coverage: evaluate parylene when vacuum deposition and masking are justified.
High-volume production: evaluate UV-curable material with verified secondary cure in shadowed regions.
Circuit board conformal coating selection should compare the datasheet with operating temperature, humidity, chemicals, flammability requirements, dielectric performance, cure limitations, viscosity, application equipment, inspection method, and approved remover. Prototype boards should be coated and tested under representative stress before mass production.
What PCB Design, Cleaning and Masking Requirements Should Be Defined Before Coating?
Coating quality is largely decided before the coating is applied. Drawings should define coated zones, keep-out zones, allowable edge distance, thickness range, material designation, cure condition, inspection method, and acceptance criteria. Ambiguous notes such as “coat entire PCB” do not protect connectors, test access, adjustment points, or mating surfaces.
Coating boundaries: show coated sides, board-edge limits, permitted overspray, minimum clearance, and areas requiring complete coverage on a controlled drawing.
Functional keep-outs: identify connectors, sockets, contacts, switches, relays, test points, trimmers, sensors, microphones, vents, antennas, and optical surfaces.
Thermal and grounding interfaces: exclude heat-sink contact areas, chassis grounds, press-fit zones, and mating surfaces unless the design specifically permits coating.
Drain and shadow control: review tall components, narrow gaps, board edges, cavities, and underside regions for pooling, air entrapment, or missed coverage.
Component spacing: leave enough access around sensitive parts for masking, inspection, local removal, soldering, and later component replacement.
Pre-coating condition: define which assembly inspection, programming, functional test, and repair operations must be completed before coating begins.
Cleaning process: specify approved wash chemistry, concentration, time, temperature, rinse quality, mechanical action, and compatibility with components and labels.
Cleanliness acceptance: define visual residue limits and any required ionic contamination or surface-insulation-resistance evidence instead of relying on appearance alone.
Drying requirement: establish drying time, temperature, handling controls, and maximum delay before coating so moisture and new contamination are not trapped.
Material compatibility: qualify plastics, labels, inks, adhesives, thermal materials, elastomers, solder mask, and component coatings against the liquid material and cure cycle.
Masking materials: select removable tapes, dots, boots, plugs, or custom fixtures that resist solvent, application pressure, and cure without leaking or leaving residue.
Mask removal: define when masks are removed, how coating edges are cut if necessary, and how exposed keep-outs and lifted coating edges are inspected.
Applying circuit board conformal coating over flux, fingerprints, moisture, silicone contamination, or poorly dried wash residue traps the problem beneath the film. This can produce delamination, corrosion, leakage, bubbles, or inconsistent cure even when the coating material meets its specification.
The released process should also state who approves masking changes, how first-article coverage is verified, and which records travel with the production lot. These controls prevent an operator-level adjustment from silently changing protection or service access.
How to Conformal Coat a Circuit Board?
A controlled process starts with a tested and clean assembly. Brushing suits limited repair or low-volume work, spraying supports flexible coverage, dipping can coat both sides, and selective robotic dispensing provides repeatable boundaries in production. The method must match the coating viscosity, board geometry, keep-outs, and throughput.
Step 1 — Verify the assembly. Complete assembly inspection, programming, and required electrical testing before coating. Confirm that repairs are closed and the approved material, thinner, masks, drawing, and process revision match the work order.
Step 2 — Clean the board. Remove flux, oils, fingerprints, particles, and other specified residues with the validated chemistry and equipment. Protect moisture-sensitive or non-washable components and use the defined rinse quality.
Step 3 — Dry and verify cleanliness. Use the approved drying profile and confirm that liquid is not trapped beneath packages, shields, or connectors. Perform the required visual, ionic, or process-based cleanliness check before further handling.
Step 4 — Mask all keep-out areas. Protect contacts, test points, switches, vents, adjustment devices, antennas, optical surfaces, and thermal interfaces. Check every mask against the controlled drawing before application.
Step 5 — Prepare the coating. Verify the material lot, shelf life, storage history, temperature, mixing ratio, agitation, filtration, viscosity, and pot life. Use only approved thinner and do not return contaminated material to the original container.
Step 6 — Apply a controlled film. Set the nozzle, spray pattern, dispense path, brush load, withdrawal speed, board orientation, passes, and flash-off time for the chosen method. Apply thin, even passes and prevent pooling beneath components or along board edges.
Step 7 — Remove masks and cure. Remove masking at the validated stage so edges remain clean without tearing the film. Cure with the specified time, temperature, humidity, UV dose, or secondary reaction while controlling board support and spacing.
Step 8 — Inspect and release. Verify coverage, keep-outs, bubbles, dewetting, thickness, cure, adhesion, and any required electrical or functional result. Record material lot, process settings, inspection result, and nonconformance disposition before releasing the assembly.
How Thick Should Circuit Board Conformal Coating Be?
Use the material specification, not one universal thickness. Many liquid conformal coatings are specified in a dry-film range around 25–125 µm, while some silicone systems may permit thicker films and parylene is commonly much thinner. The approved drawing and coating datasheet must define the actual range.
Too little circuit board conformal coating leaves pinholes, thin edges, and weak barrier performance. Too much can crack, trap solvent, bridge keep-out boundaries, increase stress around components, extend cure time, and make repair difficult. Wet-film thickness must account for solids content because the film becomes thinner as solvent evaporates.
Measure thickness on a representative coupon, witness panel, or suitable flat board location using wet-film gauges, micrometers, optical methods, or noncontact instruments appropriate to the material. Do not assume that a programmed dispense volume proves dry-film thickness across tall components and shadowed areas.
How Is Conformal Coating Cured?
Cure chemistry determines the required production controls. Different products may cure through solvent evaporation, heat, moisture, UV energy, or chemical reaction. “Dry to touch” is not the same as fully cured. A surface may feel dry while solvent remains trapped or final chemical and electrical properties are still developing.
Cure Route
Control Point
Typical Risk
Ambient evaporation
Airflow, temperature, film thickness, flash time
Solvent entrapment or skinning
Thermal cure
Actual board temperature and dwell time
Component or material heat damage
Moisture cure
Humidity exposure and shadowed geometry
Slow cure in dry conditions
UV cure
Intensity, dose, distance, line speed, shadow cure
Uncured material beneath components
Two-part reaction
Mix ratio, mixing quality, pot life, temperature
Soft, brittle, or uneven cure
Circuit board conformal coating cure records should reflect the board’s real exposure, not only the oven or lamp setting. Where a UV material uses a secondary chemical cure, production must allow enough time for shielded areas beneath tall packages and connectors to complete that reaction.
What Are the Problems with Conformal Coating PCB?
Most defects trace to contamination, application, masking, or cure. Diagnose the mechanism before reworking the board. The same visible defect can have several causes, so a repair based only on appearance may repeat the failure.
Bubbles and pinholes: Entrained air, trapped solvent, porous residue, or fast surface drying can leave voids. Reduce agitation, control viscosity and film build, allow flash-off, and confirm that the board is clean and dry.
Dewetting and fisheyes: Oil, silicone, flux, mold release, or an incompatible surface can repel the liquid coating. Stop production, identify the contaminant, validate cleaning, and test surface compatibility before recoating.
Orange peel or rough texture: Incorrect viscosity, poor atomization, excessive spray distance, or rapid solvent loss can prevent leveling. Correct the material condition and spray settings, then verify the result on a representative board.
Pooling and excessive thickness: Heavy passes, low viscosity control, poor board orientation, or insufficient drainage can collect material around components. Use thinner passes, change orientation or path timing, and verify dry-film thickness.
Missed areas and thin edges: Component shadowing, unstable spray paths, poor wetting, or incorrect board orientation can leave exposed regions. Adjust the path, angle, speed, and number of passes, then confirm coverage under UV inspection.
Cracking: Excessive thickness, brittle chemistry, rapid cure, or thermal and mechanical strain can fracture the film. Remove unsound material, correct film build or cure, and qualify a more flexible coating when the assembly moves.
Whitening or haze: Moisture, solvent entrapment, incompatible cleaners, or cure conditions can cloud the coating. Verify drying, flash-off, environmental controls, and chemical compatibility before deciding whether the film must be removed.
Delamination: Moisture, residue, poor surface preparation, or incompatible materials can lift the coating from the board. Remove loose film, clean and dry the area, confirm adhesion, and recoat only after correcting the root cause.
Incomplete or tacky cure: Wrong mix ratio, expired material, insufficient heat or UV, excessive thickness, or shadowing can leave weak film. Quarantine the lot and verify material control, cure dose, profile, and secondary cure.
Coating on keep-outs: Mask leakage, movement, poor fixture design, or an unstable dispense boundary can contaminate contacts and service points. Remove the coating with an approved method, correct the mask or program, and reinspect every exclusion.
Circuit board conformal coating repair should begin only after the defect mechanism is understood. Simply applying another coat over contamination, uncured material, or delamination can hide the defect and make later removal harder. When leakage or corrosion is present, isolate whether it formed before coating, under the film, or after the film was damaged.
How Is Circuit Board Conformal Coating Inspected and Tested?
Inspection must verify coverage, exclusions, cure, and performance. Visible appearance alone cannot prove that the film meets its electrical or environmental purpose. A practical control plan combines visual or UV inspection, thickness verification, cure checks, adhesion assessment, cleanliness evidence, and application-specific reliability testing.
Visible and UV inspection: confirm coverage boundaries, bubbles, cracks, pooling, foreign matter, and clean keep-outs.
Thickness verification: measure the dry film using a method suitable for the coating and available geometry.
Cure assessment: use the supplier’s approved tack, hardness, solvent, weight, or process confirmation method.
Adhesion testing: validate adhesion on representative surfaces without damaging production hardware unnecessarily.
Electrical and environmental testing: apply insulation resistance, humidity, thermal cycling, salt, fungus, or chemical exposure when the application requires it.
IPC-CC-830 is commonly used to qualify conformal coating materials, while IPC-A-610 provides workmanship acceptance guidance for electronic assemblies. Project documents should state the required revision and acceptance class. A broader PCB board testing checklist should still cover electrical and functional verification before and after the coating process.
How to Remove Conformal Coating from Circuit Board?
Identify the coating before choosing a removal method. Solvent, thermal, mechanical, peeling, and micro-abrasive methods affect each chemistry differently. The wrong remover can craze connector housings, lift labels, swell elastomers, strip markings, soften adhesives, or damage the solder mask and laminate.
Step 1 — Identify the coating and substrate. Review production records, coating appearance, supplier data, and approved repair instructions. Confirm the likely chemistry before using heat, solvent, or abrasion because the wrong method can attack plastics, markings, adhesives, solder mask, or laminate.
Step 2 — Define and protect the repair area. Mark the minimum removal boundary and shield adjacent components, contacts, and uncoated surfaces. Provide suitable extraction and personal protection for the selected chemical or abrasive process.
Step 3 — Test the removal method. Apply the proposed circuit board conformal coating remover or mechanical technique to a noncritical sample, witness coupon, or hidden region. Verify that it softens the coating without swelling plastics, lifting labels, stripping markings, or damaging the board finish.
Step 4 — Remove only the required coating. Acrylic is often softened with a compatible solvent; some silicones can be cut and peeled; polyurethane may require stronger chemical or mechanical work. Cured epoxy and parylene commonly require specialized abrasion or other controlled processes. Work from the boundary inward and avoid scraping pads or driving debris beneath packages.
Step 5 — Clean, inspect, and complete the repair. Remove softened residue and particles with an approved cleaning process. Inspect exposed conductors, solder mask, component bodies, leads, and nearby coating edges before component replacement or soldering.
Step 6 — Restore the protective system. Mask the repaired area, apply a compatible replacement coating with overlap onto sound material, complete the specified cure, and reinspect coverage, adhesion, thickness, and keep-outs. Record the repaired location and material lot when traceability is required.
Conformal Coating vs Potting: Which PCB Protection Method Is Better?
Choose by exposure, serviceability, weight, and mechanical demand. Conformal coating provides a thin, light barrier and preserves inspection and local repair access. Potting fills a cavity with a much thicker resin, offering stronger mechanical restraint and environmental isolation but adding mass, thermal constraints, cure stress, and difficult rework.
Decision Factor
Conformal Coating
Potting
Protection structure
Thin film that follows the board and components
Thick resin that fills an enclosure or defined cavity
Moisture and contamination
Useful against humidity, condensation, dust, and chemical deposits when coverage is continuous
Stronger isolation when the resin, enclosure, interfaces, and cure are validated as a complete system
Mechanical support
Limited restraint; does not replace brackets, staking, or strain relief
Can immobilize components and cables, but cure shrinkage and expansion stress must be controlled
Weight and volume
Low material mass and minimal dimensional increase
Higher mass and volume; enclosure fill level must be controlled
Thermal behavior
Small thermal effect when thin, but thermal interfaces must remain clear
Can spread or trap heat depending on resin conductivity, voids, thickness, and enclosure design
Inspection and fault finding
Components and solder joints usually remain visible; UV tracer can show coverage
Internal features become difficult or impossible to inspect after cure
Repair and component replacement
Localized removal and recoating are often practical, depending on chemistry
Removal is usually slow, costly, or destructive to the assembly
Production controls
Cleaning, masking, viscosity, film thickness, coverage, and cure
Assemblies needing strong mechanical immobilization or deeper encapsulation
The full conformal coating vs potting decision should also consider heat transfer, trapped air, resin exotherm, component stress, enclosure geometry, fluid compatibility, repair policy, and end-of-life requirements. Hybrid protection may use circuit board conformal coating on the assembly and localized potting around vulnerable cables or high-stress regions.
What Affects Circuit Board Conformal Coating Cost?
Total cost is driven more by process complexity than liquid price. Material chemistry matters, but masking labor, board geometry, application method, cure time, inspection, cleaning, handling, repair rate, and production volume often dominate the finished cost. Parylene requires vacuum deposition, while selective coating requires programming and fixtures but can reduce repetitive masking.
Coated area and sides: larger boards and double-sided coverage consume more material and handling time.
Keep-out complexity: many connectors, switches, test points, and sensors increase masking and inspection labor.
Coating chemistry: material price, storage, pot life, cure, and removal requirements vary widely.
Production method: brushing, spray, dip, selective dispensing, and vapor deposition have different setup economics.
Quality evidence: thickness records, coupons, environmental testing, traceability, and special reports add controlled work.
Rework risk: defects discovered after cure may require costly local stripping, cleaning, and recoating.
A useful quotation package includes Gerber or ODB++ data, assembly drawings, BOM, board dimensions, quantities, and the coating material or performance specification. Also provide the coated sides, keep-out drawing, thickness range, cure requirement, inspection criteria, packaging needs, and required test records.
FAQs About Circuit Board Conformal Coating
Q1: Can conformal coating change RF or antenna performance?
A1: Yes, dielectric material near an RF structure can shift its behavior. Coating over antennas, resonators, impedance-sensitive traces, or tuning elements may change capacitance, resonance, loss, or matching. Define RF keep-outs during layout and validate the fully coated assembly rather than relying only on an uncoated prototype.
Q2: Can conformal coating be used on flexible circuits?
A2: It can, but bend zones require special qualification. A coating that performs well on rigid FR-4 may crack, wrinkle, or delaminate when a flex circuit is repeatedly bent. Review minimum bend radius, dynamic versus static use, coverlay compatibility, coating modulus, thickness, and flex-cycle testing before approval.
Q3: Does conformal coating prevent tin whiskers?
A3: It may reduce whisker-related bridging risk but cannot guarantee prevention. Performance depends on coating thickness, adhesion, flexibility, coverage, and the whisker’s growth force. Whisker risk should also be controlled through finish selection, material management, stress reduction, spacing, and application-specific reliability testing.
Q4: Does the UV tracer provide any environmental protection?
A4: The tracer is primarily an inspection aid, not the protective barrier. It fluoresces under the specified UV light so missed areas, boundaries, and coverage variation are easier to see. Its presence does not prove correct thickness, adhesion, cure, cleanliness, or resistance to the intended environment.
Q5: How should opened coating material be controlled?
A5: Track storage condition, opening date, shelf life, and usable life. Moisture exposure, solvent loss, repeated opening, contamination, poor mixing, or expired material can change viscosity and cure. Production should follow the supplier’s resealing, agitation, filtration, thinning, and disposal instructions and record the material lot used.
Q6: Is conformal coating suitable for electronics used in vacuum?
A6: Only a qualified low-outgassing system should be considered. Residual solvent, uncured material, absorbed moisture, and volatile additives can contaminate optics or nearby surfaces in vacuum. Material selection should use relevant outgassing data, complete cure verification, assembly-level testing, and the actual pressure and temperature profile.
Q7: Can conformal coating justify smaller creepage distances?
A7: Do not reduce spacing without the governing safety standard and qualification evidence. Some standards recognize coated assemblies under defined material, process, pollution, and test conditions, but an ordinary coating note is not sufficient. Voltage, environment, coating category, manufacturing control, aging, and certification requirements must all be reviewed.
Q8: How should a recoated repair area be documented?
A8: Record the location, reason, materials, process, and verification result. Useful traceability includes the board serial number, removed coating type, replacement material and lot, cleaning method, repair boundary, cure condition, inspection result, and operator or station. This record supports future failure analysis and repeat-order control.
Q9: Can a cured coated assembly be cleaned after field contamination?
A9: Yes, but the cleaning agent must be compatible with the cured film. Water, detergent, alcohol, or stronger solvents can soften, swell, haze, or undermine different coatings. Identify the contaminant, test a small area, avoid forcing liquid beneath components, dry the assembly completely, and reinspect the coating afterward.
Q10: What requires requalification after a coating change?
A10: Changes to chemistry, supplier, cure, thickness, or cleaning can affect reliability. Requalification scope may include adhesion, coverage, insulation resistance, thermal cycling, humidity, chemical exposure, flammability, RF behavior, and repair compatibility. The decision should follow formal change control and the product’s risk and regulatory requirements.
Conclusion
Reliable coating begins with a defined environment and process. Select circuit board conformal coating chemistry from actual moisture, chemical, temperature, repair, and production requirements; then control cleanliness, masking, thickness, cure, and inspection. The best result is not the thickest film, but a continuous and verified barrier that protects required areas without blocking service access.
For a useful quotation, submit the assembly files, BOM, quantities, operating environment, coating material or performance requirement, keep-out drawing, thickness range, cure requirement, and inspection or test records. This information allows the manufacturing plan to address risk before coating begins.
If you are planning a PCB or PCBA project, EBest Circuit can support PCB fabrication, component sourcing, PCB assembly, conformal coating requirements, inspection, testing, prototyping, and volume production. Send your Gerber or ODB++ files, BOM, quantities, coating specification, keep-out drawing, and test requirements to sales@bestpcbs.com for an engineering review and quotation.
A PCB board stackup defines how copper and dielectric layers are arranged inside a printed circuit board. It determines where signals, ground references, and power distribution are placed, while also affecting impedance, EMI performance, board thickness, and fabrication cost.
Choosing a stackup is not simply a matter of selecting 2, 4, 6, or 8 layers. The structure must support the actual routing density, component packages, power rails, signal speeds, and mechanical requirements of the product. A well-planned 4-layer board may outperform a poorly arranged 6-layer design.
What Is a PCB Board Stackup?
A PCB board stackup is the vertical construction of copper layers, cores, and prepregs within a circuit board. Each copper layer may be assigned to signals, ground, power, or a combination of these functions.
A complete stackup usually specifies:
Layer order and function
Core and prepreg materials
Dielectric thickness between copper layers
Inner and outer copper weight
Finished board thickness
Controlled impedance requirements
The terms PCB stack up, PCB board layer stackup, and PCB board stack generally describe the same structure.
A basic 4-layer board may use L1 for signals, L2 for ground, L3 for power, and L4 for signals. However, this layer sequence alone is not enough for fabrication. Electrical performance also depends on dielectric thickness, material Dk, copper thickness, and trace geometry.
What Is the Difference Between PCB Layer Count and PCB Stackup?
PCB layer count states how many conductive copper layers are present. PCB stackup defines how those layers are arranged and separated.
Item
PCB Layer Count
PCB Stackup
Main definition
Number of copper layers
Complete vertical board construction
Identifies layer function
No
Yes
Includes core and prepreg
No
Yes
Includes dielectric spacing
No
Yes
Supports impedance calculation
No
Yes
Used for lamination planning
No
Yes
Two PCBs may both have 4 copper layers but behave differently because their dielectric spacing, copper weight, and reference-plane arrangement are not the same.
For example, “4 layers, 1.6 mm thick” provides only basic quotation information. A more useful specification would include L2 as ground, L3 as power, 1 oz finished outer copper, 0.5 oz inner copper, FR-4 Tg170, and a defined 50-ohm impedance structure. The manufacturer can then select real core and prepreg combinations instead of estimating from layer count alone.
How Do You Decide How Many PCB Layers You Need?
The correct layer count is the lowest number that provides enough routing space, reference planes, power distribution, and manufacturing margin.
Layer Count
Typical Applications
Main Limitation
2 layers
Basic controllers, relay boards, simple power supplies
Limited routing space and less continuous ground coverage
4 layers
MCU boards, IoT devices, industrial controls, communication modules
May become restrictive with dense BGAs or many power rails
6 layers
Mixed-signal systems, moderate BGA density, several high-speed interfaces
Higher cost than 4 layers
8 layers
FPGA, DDR, high-speed communication, complex power systems
Requires more detailed stackup and impedance planning
Routing density: More layers may be justified when traces require excessive detours, narrow spacing, or many vias. Increasing the PCB board size can create more routing area, but enclosure dimensions may not allow it.
Component packaging: Fine-pitch BGAs often determine the minimum practical layer count. Fan-out style, via diameter, pitch, and the number of signal rows all affect how many routing layers are required.
Signal speed: USB, Ethernet, HDMI, PCIe, and DDR interfaces benefit from continuous reference planes and controlled dielectric spacing. These interfaces can be difficult to manage on a 2-layer PCB even when the component count is modest.
Power distribution: A design with several voltage rails may require dedicated power regions or planes. A board with only 1 or 2 low-current rails may distribute power through traces and copper pours instead.
EMI and compliance: Adding ground planes can reduce loop area and improve return-path continuity, which becomes more valuable when the product must pass formal EMC testing.
Do not add layers only because a board contains a fast processor. Review the actual interfaces, package fan-out, routing channels, and reference requirements first.
How Should Signal, Ground, and Power Layers Be Arranged?
Critical signal layers should normally sit next to continuous reference planes. Ground is usually the preferred reference because it is less likely to be divided into isolated voltage regions.
Keep fast signals close to a reference plane. A short dielectric distance confines more of the electromagnetic field between the trace and its reference. This improves impedance control and reduces field spreading.
Avoid routing across plane splits. When a trace crosses a gap in its reference plane, return current must travel around the opening. The resulting loop can increase radiation, noise, and susceptibility.
Separate dense signal layers where possible. Two adjacent signal layers can couple through the dielectric, especially when long traces run in parallel. Placing a reference plane between them is usually preferable.
Keep power and ground close when the layer budget allows. A closely spaced power-ground pair provides plane capacitance and a compact current path. Local decoupling capacitors are still required at device power pins.
Maintain a balanced physical construction. Copper weight and dielectric thickness should be reasonably symmetrical around the center of the board. Large differences between the upper and lower halves can contribute to bow and twist.
What Is the Best 4-Layer PCB Stackup for Different Designs?
There is no single best 4-layer PCB stackup. The choice depends mainly on power complexity, routing space, and whether both outer signal layers require a solid ground reference.
4-Layer Structure
Suitable For
Main Trade-Off
Signal / Ground / Power / Signal
General embedded and industrial boards
Bottom-layer signals may reference a divided power plane
Signal + Power / Ground / Ground / Signal + Power
Designs prioritizing EMI control and ground continuity
Power routing consumes outer-layer space
Signal / Ground / Signal + Power / Ground
Mostly top-side assembly or specialized routing
Requires careful balance and reference-path review
Signal / Ground / Power / Signal: This conventional structure works well when the board has several power rails, most critical traces stay on L1, and bottom-layer signals do not cross gaps in the L3 power plane.
Signal + Power / Ground / Ground / Signal + Power: Both outer layers receive a nearby ground reference. It is practical when the design has few power rails and EMI performance matters more than having a dedicated power plane.
Signal / Ground / Signal + Power / Ground: This arrangement may suit a board with most components on the top side. It is a specialized option, so the L3 reference relationship, copper balance, placement, and lamination structure require careful review.
For many general-purpose products, Signal–Ground–Power–Signal remains a practical starting point. For designs with simple power distribution and tighter EMI targets, a dual-ground structure may provide better return-path control.
What Is a Practical 8-Layer PCB Stackup Example?
An 8-layer PCB stackup example should be selected according to signal-layer demand, power rails, and package fan-out. Copying a generic template without checking the routing plan can waste layers or create poor reference relationships.
Layer
Function
L1
Components and high-speed signals
L2
Ground plane
L3
Signal
L4
Ground plane
L5
Power plane
L6
Signal
L7
Ground plane
L8
Components and signals
This structure provides several solid ground references and reduces reliance on a divided power layer. It can suit boards with fast clocks, DDR interfaces, sensitive analog sections, or demanding EMC targets.
An 8-layer structure becomes reasonable when 6 layers cannot support clean BGA breakout, multiple high-speed interfaces compete for routing space, or dedicated signal, ground, and power functions cannot fit comfortably.
The final arrangement still has to fit real core and prepreg options. A theoretically attractive stackup may be expensive or unstable if it depends on uncommon dielectric thicknesses.
How Do Core, Prepreg, Copper Weight, and Board Thickness Affect the Stackup?
Core, prepreg, and copper determine physical layer spacing and final board thickness. They also influence impedance, etching capability, current capacity, and mechanical stability.
Core: A core is a fully cured laminate with copper bonded to one or both sides. Its thickness is relatively stable before multilayer pressing.
Prepreg: Prepreg is partially cured resin combined with glass fabric. During lamination, the resin flows and bonds adjacent layers. Pressed thickness depends on glass style, resin content, copper distribution, and pressing conditions.
Copper Weight
Approximate Base Thickness
Typical Use
0.5 oz
17 µm
Fine inner-layer routing
1 oz
35 µm
General signal and power circuits
2 oz
70 µm
Higher-current applications
3 oz and above
105 µm and above
Heavy-copper power boards
Outer-layer finished copper may be thicker than the starting foil because additional copper is deposited during through-hole plating. Thicker copper supports more current but also affects minimum trace width, spacing, and impedance geometry.
Common finished thicknesses include 0.8 mm, 1.0 mm, 1.2 mm, 1.6 mm, and 2.0 mm. The selected value may be driven by connector fit, enclosure dimensions, stiffness, impedance, assembly handling, or weight.
When possible, use core and prepreg materials the fabricator regularly stocks. Unusual combinations may increase cost, lead time, and batch-to-batch variation.
How Does PCB Stackup Affect Controlled Impedance and Signal Integrity?
Controlled impedance depends on the relationship between the trace and its surrounding stackup. Trace width is only one part of the calculation.
Finished trace width
Finished copper thickness
Dielectric thickness
Material dielectric constant
Reference-plane distance
Differential pair spacing
Solder mask
Microstrip or stripline geometry
A surface microstrip is referenced to the plane beneath it. An internal stripline is placed between reference planes. These structures require different trace dimensions for the same target impedance.
Reducing the distance between a trace and its reference plane generally lowers impedance. The trace may then need to be narrowed to return to a 50-ohm target. Changes in copper thickness and material Dk also affect the result.
Reaching the calculated impedance value is not enough. The return path must remain continuous along the route. Common risks include crossing plane gaps, changing layers without nearby ground stitching vias, leaving long via stubs, and using Dk values that do not match the production laminate.
For controlled-impedance orders, the fabricator may adjust trace width or pair spacing to match actual dielectric and copper conditions. These changes should be approved before fabrication, especially around fine-pitch BGA fan-out areas.
What PCB Stackup Mistakes Cause EMI, Crosstalk, or Fabrication Problems?
Most stackup failures come from finalizing the layer arrangement before checking the real routing and production conditions.
Routing critical signals across split planes: This interrupts the return path and increases loop area.
Placing signal layers too far from their references: Wider field distribution makes EMI and impedance control more difficult.
Running long parallel traces on adjacent signal layers: Broadside coupling may increase crosstalk.
Using a divided power plane as though it were continuous: Signals may pass over several voltage regions.
Using nominal prepreg thickness in the impedance model: Pressed thickness may differ from the catalog value.
Creating an asymmetrical construction: Uneven copper and dielectric distribution can increase warpage.
Ignoring finished outer copper: Plating changes trace geometry and impedance.
Selecting uncommon material combinations: Procurement difficulty may raise cost and delay production.
Routing before confirming the stackup: Later impedance changes can force extensive layout revisions.
Copying an online structure without reviewing the circuit: A layer order that suits one design may restrict another.
A preliminary fabrication stackup is best requested before critical routing begins. At that stage, layer spacing, trace rules, and via structures can still be adjusted without redesigning the entire board.
What Should Be Confirmed with the PCB Manufacturer Before Finalizing the Stackup?
The manufacturer needs enough information to check lamination feasibility, impedance geometry, copper balance, and material availability.
Required layer count and layer functions
Finished board thickness and tolerance
Base material, Tg, Dk, or Df requirements
Inner and outer copper weight
Controlled impedance targets and tolerance
Target impedance layers and nets
Minimum trace width and spacing
Differential pair requirements
Through, blind, buried, or stacked vias
Sequential lamination requirements
Finished hole sizes and PCB board dimensions
Gerber, ODB++, or IPC-2581 files
NC drill files, fabrication drawing, and preliminary stackup drawing
A note such as “50-ohm impedance required” is incomplete unless the relevant layers, trace type, and tolerance are identified.
EBest Circuit, part of Best Technology, can review a proposed construction against available laminates, copper weights, via capabilities, and impedance targets. Review our PCB manufacturing capabilities when defining material, copper, via, impedance, and inspection requirements. This is particularly useful when the prototype must use the same basic material structure planned for volume production.
FAQs About PCB Board Stackup
Q1. What is a PCB board stackup?
A PCB board stackup is the ordered arrangement of copper and dielectric layers inside a circuit board. It defines signal, ground, and power layers together with core, prepreg, copper weight, and overall thickness.
Q2. Is PCB stackup the same as PCB layer count?
No. Layer count only states the number of copper layers. Stackup also defines their functions, spacing, materials, and electrical relationships.
Q3. What is the most common 4-layer PCB stackup?
Signal / Ground / Power / Signal is one of the most common structures. It is practical for many embedded and industrial products with several power rails.
Q4. Is Signal–Ground–Power–Signal always the best 4-layer stackup?
No. It works well for many boards, but bottom-layer signals may have poor return paths if the power plane is divided. A dual-ground structure may be better when ground continuity is the main priority.
Q5. How do I choose between a 4-layer and 6-layer PCB?
Move to 6 layers when 4 layers cannot provide enough routing channels, BGA breakout space, continuous references, or power distribution. Base the decision on the layout rather than component count alone.
Q6. What is a typical 8-layer PCB stackup?
A practical example is Signal / Ground / Signal / Ground / Power / Signal / Ground / Signal. The final sequence depends on power rails, signal density, and reference-plane requirements.
Q7. Should every signal layer be next to a ground plane?
Critical high-speed layers benefit from an adjacent ground plane. Low-speed layers may reference a continuous power plane, provided the return path is not interrupted.
Q8. Does PCB board size affect the required layer count?
Yes. A smaller board may require more layers because less routing area is available. Package density, interface speed, power structure, and connector placement are often more decisive.
Q9. How does PCB stackup affect controlled impedance?
It determines dielectric thickness, copper thickness, material Dk, and reference-plane distance used in the impedance calculation.
Q10. Can a PCB manufacturer change my proposed stackup?
The manufacturer may recommend different core or prepreg combinations to match available materials and production controls. Layer functions or electrical references should not be changed without design approval.
A practical PCB board stackup balances routing density, reference-plane continuity, power distribution, impedance, material availability, and production cost. Define the layer functions early, obtain a realistic fabrication structure, and complete critical routing using confirmed dielectric and copper parameters.
For a PCB board stackup review or PCB quotation, send your board files, layer requirements, copper weight, finished thickness, and impedance targets to sales@bestpcbs.com.
When engineers search how to program a PCB, they usually do not mean programming the bare circuit board itself. A PCB is not programmed directly. What gets programmed is the MCU, IC, EEPROM, memory device, wireless module, camera module, or other programmable component assembled on the PCB.
In real PCBA production, PCB programming usually means loading customer-approved firmware or software into assembled boards, then checking whether the programmed PCBA works according to the customer’s test method. EBest Circuit (Best Technology) supports PCB fabrication, component sourcing based on approved BOM, PCBA assembly, firmware flashing based on customer-provided files, functional testing coordination, packing, and production traceability. If you have a PCB or PCBA project that needs programming support, pls feel free to send your Gerber files, BOM, firmware file, programming instructions, test method, or assembly notes to sales@bestpcbs.com for engineering review before production.
What Does PCB Programming Mean?
PCB programming means loading software, firmware, bootloader data, configuration files, or memory data into programmable components on a PCB assembly.
Common programmable parts include:
MCU
PIC microcontroller
EEPROM
Flash memory
FPGA
Wireless module
Sensor module
Power management IC
Camera control IC
Bluetooth or Wi-Fi module
The PCB provides the physical circuit, power, signal paths, connectors, test points, and programming interface. The firmware file is usually prepared by the customer’s software or embedded engineering team.
A PCB manufacturer or PCBA assembler may help with programming during production, but that does not mean the factory writes the firmware. The factory loads the approved file, follows the customer’s programming method, and verifies the board according to the approved test procedure.
How to Program a PCB Board During PCBA Assembly
To program a PCB board during PCBA assembly, the process usually starts after SMT assembly and inspection. The board must first be assembled correctly before firmware flashing can be done reliably.
A typical PCBA programming workflow includes:
PCB fabrication
Component sourcing based on approved BOM
SMT assembly
AOI or visual inspection
IC or MCU programming
Programming result check
Functional testing
Version record and batch traceability
Packing and shipment
The programming step may happen through a programming connector, test pads, USB interface, SWD, JTAG, UART, ISP, or a custom fixture. The exact method depends on the customer’s circuit design and programming instructions.
For production, the programming file version must be clearly controlled. If different firmware versions are mixed, the product may pass assembly inspection but fail in the customer’s final system.
How to Program a Custom PCB with Customer Firmware
To program a custom PCB, the customer usually needs to provide the required firmware and production instructions. The PCBA supplier should not guess the firmware version, modify the code, or change the programming method without approval.
For a custom PCB programming project, customers should prepare:
Gerber or ODB++ files
BOM
Pick and place file
Assembly drawing
Firmware file
Programming tool or method
Programming connector definition
Test procedure
Pass/fail criteria
Firmware version requirement
Packing and labeling requirements
EBest Circuit can support firmware flashing based on customer-provided files. If the customer requires basic functional testing after programming, the test method should be confirmed before production.
For example, a programmed board may need to power on correctly, show LED status, connect through USB, display a camera image, communicate with a module, read a sensor, or pass a current consumption check. These checks should be defined by the customer and confirmed before mass production.
Can You Program a PCB Board with a Gerber File?
No. A Gerber file cannot program a PCB board.
A Gerber file is used to manufacture the bare PCB. It defines copper layers, solder mask, silkscreen, drill holes, board outline, and other PCB fabrication information. It does not contain firmware, software, or executable code.
A Gerber file can help the PCB factory make the board. To program the assembled board, you also need a firmware file or software file, plus a programming method.
In simple terms:
File Type
Purpose
Gerber / ODB++
PCB fabrication
BOM
Component sourcing
Pick and place
SMT assembly
Firmware file
IC or MCU programming
Test procedure
Functional verification
This is why PCB programming should be planned together with PCBA assembly. The PCB must include the correct programming connector, test pads, or access points before production.
How to Program a PCB Board with a USB Interface
Some PCB boards can be programmed through USB if the circuit supports it. This may be done through a USB bootloader, USB-to-UART bridge, MCU USB interface, or a customer-defined programming tool.
A USB programming process may include:
Connect the PCBA to a computer
Put the board into bootloader or programming mode
Open the customer-approved programming software
Select the correct firmware file
Flash the firmware
Verify programming success
Run a basic functional test
For production, USB programming can be convenient, but it still requires clear instructions. The factory needs to know the correct cable, software tool, driver, firmware version, programming sequence, and pass/fail standard.
If USB is also used for product operation, the customer should define whether the test is only for firmware loading or also for communication verification.
How to Program a PIC Microcontroller on a PCB
A PIC microcontroller on a PCB can usually be programmed through an ICSP interface or another customer-defined programming method. The PCB must include the correct access points for programming signals, power, ground, and reset or control lines.
For a PIC microcontroller programming project, the customer should confirm:
PIC part number
Programming interface
Pin definition
Programming voltage
Firmware file
Programmer model
Programming software
Verification method
Functional test requirement
For PCBA production, accessibility matters. If programming pads are too small, blocked by components, or difficult to contact with a fixture, programming may become slow or unreliable. This should be reviewed before mass production.
EBest Circuit can support the assembly and programming process according to customer-provided files and instructions, but firmware development and code debugging should remain with the customer’s embedded software team.
Programming Connectors, Test Points, and PCBA Fixtures
Programming access should be considered before PCB fabrication. If the board has no accessible connector or test pads, programming after assembly may become difficult.
Common programming access methods include:
Pin header
Tag-Connect style pads
Test pads
USB port
SWD connector
JTAG connector
UART pads
Bed-of-nails fixture
Custom PCBA test fixture
For prototype builds, engineers may use a connector or manual cable. For larger production, a fixture is often better because it improves speed, consistency, and operator efficiency.
A well-designed PCBA programming setup should ensure uninterrupted contact, minimize manual handling, protect the board from mechanical damage, and provide clear programming results.
PCB Programming Checks Before Mass Production
Before mass production, PCB programming should be verified with a small pilot run. This helps catch problems before a large batch is assembled.
Important checks include:
Is the firmware version correct?
Is the programming interface accessible?
Does the programming tool work consistently?
Is the programming time acceptable?
Is the pass/fail result clear?
Can the board be tested after programming?
Are labels or QR codes needed for traceability?
Is the customer’s test procedure complete?
Are failed boards handled correctly?
Is the packing method suitable after testing?
For programmed PCBA products, traceability is important. The production team should know which firmware version was loaded, which batch was programmed, which test method was used, and whether the product passed inspection.
PCB Programming Case Study for an Action Camera PCBA
A European customer needed PCB and PCBA support for an action camera project. The customer had already prepared the camera firmware and product requirements. EBest Circuit’s role was to manufacture the PCB, support assembly, load the customer-provided software, and help verify the board according to the approved test instructions.
Customer-provided firmware for action camera PCBA programming
Why this project needed careful control
The first checkpoint was the PCB structure. An action camera board usually has compact component placement, camera-related signal paths, power circuits, storage interface, connectors, and sometimes high-speed or impedance-sensitive lines. The 4-layer stackup, copper thickness, board thickness, and impedance requirement needed to be reviewed before production.
The second checkpoint was programming preparation. The customer needed the correct software loaded after assembly. That meant the firmware version, programming method, programming interface, and post-programming test steps had to be clear before production started.
The third checkpoint was production traceability. The customer required the EBest Circuit logo and WWYY production cycle marking, which helped identify the production batch. For programmed PCBA products, this is useful because the PCB batch, assembly batch, and firmware version should not become disconnected.
EBest Circuit’s support
Reviewed Gerber, BOM, stackup, impedance notes, and panel information
Confirmed FR4 Tg170, copper thickness, ENIG, solder mask, silkscreen, logo, and date code
Supported PCB fabrication and PCBA assembly in one workflow
Loaded customer-provided firmware according to customer instructions
Coordinated functional testing after programming
Checked programming result, assembly quality, and board cleanliness
Supported batch traceability for production control
For the customer, the value was not software development. The value was production execution. EBest Circuit helped connect PCB fabrication, PCBA assembly, customer-provided firmware flashing, functional testing, and batch marking in one controlled process. This reduced the risk of wrong firmware version, unclear test steps, or production handoff mistakes.
Why Choose EBest Circuit for PCB Programming Support in PCBA?
EBest Circuit is suitable for customers who need PCB manufacturing, PCBA assembly, and production programming support based on customer-approved firmware files.
Customers choose EBest Circuit because we can support:
For PCB programming projects, EBest Circuit focuses on production reliability. We help confirm files, interfaces, version requirements, test methods, and packing notes before production starts.
If you have a PCBA project that needs programming support, feel free to contact us with your Gerber files, ODB++ files, BOM, firmware file, programming instructions, test method, or assembly notes via sales@bestpcbs.com. We are here to help review the PCB and PCBA manufacturing path before production.
PCB Programming FAQs
1. Can a PCB be programmed directly?
No. A bare PCB cannot be programmed directly. The programmable parts on the PCB, such as MCU, IC, EEPROM, FPGA, or module, are programmed after assembly.
2. What do I need to program a PCB board?
You need the assembled PCB, firmware file, programming interface, programming tool, power supply method, and a clear test procedure.
3. Can a Gerber file be used to program a PCB?
No. A Gerber file is for PCB fabrication. Programming requires a firmware file or software file plus a programming method.
4. Can EBest Circuit write firmware for my PCB?
EBest Circuit mainly supports PCB manufacturing, component sourcing, PCBA assembly, firmware flashing based on customer-provided files, inspection, and testing coordination. Firmware development should be handled by the customer’s software team.
5. Can PCB programming be done during mass production?
Yes. PCB programming can be done during PCBA production if the programming interface, firmware file, test method, and version control process are confirmed before production.
Need help with PCB programming during PCBA production? Please do not hesitate to contact us with your Gerber files, BOM, firmware file, programming instructions, test method, or assembly requirements via sales@bestpcbs.com. EBest Circuit is committed to helping review the manufacturing, assembly, programming, and testing path before production starts.
PCB depaneling is the controlled separation of individual printed circuit boards from a production panel after fabrication or assembly. The method must match the board outline, substrate, component location, production volume, edge-quality requirement, and allowable mechanical stress. A poor choice can crack components, strain solder joints, damage copper near the edge, or leave an outline that does not fit the enclosure.
The safest approach is to select the depaneling method during panel design—not after assembly is complete. V-scoring suits straight separation lines, routing supports complex outlines, laser cutting minimizes mechanical contact, and punching can be efficient for stable high-volume products. This guide explains how to choose among them and how to verify the result.
What Is PCB Depaneling?
PCB depaneling separates finished boards from an array while protecting the assembly and maintaining the specified outline. A panel may use V-grooves, routed slots with breakaway tabs, or a fully cut path that is completed by a machine. The correct strategy depends on whether the boards are bare or populated, how close components sit to the edge, and how much bending or vibration the assembly can tolerate.
Depaneling is related to PCB profiling but is not always the same production step. Profiling creates the board outline during bare-board fabrication. Depaneling often describes final singulation of boards that remained connected for solder paste printing, component placement, reflow, testing, or handling. Once components are installed, mechanical stress becomes a more important reliability concern.
PCB Depaneling Methods Compared
The main pcb depaneling methods are V-score separation, CNC routing, laser cutting, punching, sawing, and controlled manual separation. No single method is best for every board.
Method
Best Fit
Main Advantage
Main Risk or Limitation
Key Inspection Point
V-score separation
Straight board edges and regular rectangular arrays
V-score depaneling uses aligned grooves on the panel surfaces to leave a controlled web of material for later separation. It works best when every separation path is straight and can extend across the panel without running into components or irregular board geometry.
A dedicated separator supports the panel and applies a controlled shearing or rolling action along the groove. Hand snapping is possible for some prototypes, but it produces less consistent force. For detailed groove and layout considerations, see the BestPCBs guide to V-Cut in PCB and PCB depaneling.
V-scoring saves routing space because boards can share a straight boundary. The trade-off is design freedom: curves, internal corners, and non-aligned outlines need another method. Designers must also review component distance from the score and the bending direction with the manufacturer.
How Does a PCB Depaneling Router Work?
A pcb depaneling router uses a programmed spindle and cutting bit to remove tabs or follow a separation path while the panel is supported in a fixture. Routing is a strong choice for complex outlines, curved edges, cutouts, and boards that cannot use uninterrupted V-score lines.
The fixture should prevent the panel and separated boards from moving during the cut. Tool diameter, spindle condition, feed, vacuum extraction, and cut sequence affect vibration, dust, heat, and edge quality. These parameters are equipment- and material-dependent, so they should be validated with the production supplier instead of copied from a generic value.
Router Advantages
Supports irregular board shapes and mixed separation paths.
Can cut tabs close to the final outline with controlled support.
Works with many rigid panel constructions when the process is qualified.
Allows automated programs and fixtures for repeat production.
Router Risks
Worn tools can create rough edges, heat, or higher cutting force.
Insufficient fixturing can let the board vibrate or shift.
Dust extraction must protect assemblies and equipment.
Cut sequence can release support too early and overload the remaining tabs.
When Does Laser Depaneling Make Sense?
Laser depaneling is useful when mechanical contact must be minimized or when the cut path is too fine or complex for a conventional tool. It is often considered for flex circuits, thin substrates, compact assemblies, and designs with sensitive parts near the board edge.
A laser process still requires material qualification. Wavelength, energy delivery, cut speed, number of passes, extraction, and material composition influence the result. The edge should be examined for discoloration, residue, delamination, dimensional variation, or changes that could affect cleanliness and reliability. “Contactless” does not mean “validation-free.”
Mouse Bites, Breakaway Tabs, and Panel Support
Mouse bites are rows of small holes that create a controlled weak section in a breakaway tab. They allow irregular boards to remain attached to a routed panel during assembly and handling, then separate manually or by machine. The remaining tab may need trimming when the finished edge must be flush.
Tab location matters as much as tab geometry. A tab placed beside a fragile component, connector, thin neck, antenna area, or edge copper can concentrate stress where the product is most vulnerable. The BestPCBs mouse bites PCB guide explains this panel connection method in more detail.
PCB Depaneling Process From Panel Review to Inspection
A controlled pcb depaneling process starts with design review and ends with documented inspection. Treating the cut itself as the entire process misses the risks created by panel support, component placement, tool condition, and post-cut handling.
Review the panel drawing: Confirm board outlines, rails, fiducials, tooling holes, tabs, score lines, and keep-out areas.
Identify sensitive locations: Mark ceramic capacitors, BGAs, connectors, thin sections, heavy components, edge copper, and finished surfaces.
Select the separation method: Match geometry, substrate, assembly state, volume, edge quality, and stress limits.
Qualify the fixture and program: Support the panel, control the cutting sequence, and keep boards stable after release.
Run a controlled first article: Inspect the first separated boards before processing the full lot.
Monitor the process: Check tool wear, alignment, dust extraction, cut consistency, and operator handling.
Inspect finished boards: Verify outline, edge quality, tab remnants, damage, cleanliness, and electrical or functional results where required.
How Do You Choose a PCB Depaneling Machine?
A pcb depaneling machine should be selected around the real product mix and risk profile, not only advertised cutting speed. The machine must accommodate panel size, board thickness, outline complexity, substrate, component height, required support, dust control, traceability, and maintenance needs.
Product geometry: Straight V-score arrays need different equipment from routed complex outlines.
Assembly sensitivity: Review permissible bending, vibration, heat, and contamination.
Production mix: High-mix work values rapid program and fixture changeover; stable high-volume work may justify dedicated tooling.
Edge requirement: Enclosure fit, exposed customer surfaces, connectors, coating, and sealing may require tighter edge control.
Process control: Consider tool-life monitoring, program control, vision alignment, extraction, error handling, and production records.
Serviceability: Review consumables, preventive maintenance, local technical support, training, and spare-part availability.
Machine price alone is not the total cost. Fixtures, tools, extraction, programming, maintenance, floor space, cycle time, inspection, scrap risk, and changeover labor all belong in the comparison.
DFM Rules That Make Depaneling Safer
Depaneling DFM aligns the board outline, panel connection, component placement, and selected machine before production. The detailed limits should come from the PCB/PCBA supplier because material, thickness, equipment, and component sensitivity differ.
Define V-score lines, routed slots, and tabs clearly in fabrication and panel drawings.
Keep components, copper, vias, and fragile features away from separation zones according to supplier rules.
Use breakaway rails and tooling features that support printing, placement, reflow, testing, and separation.
Avoid tab placement that twists a thin board section or loads a nearby component.
Plan how the final released board will be supported, collected, and transferred.
Specify critical outline dimensions and surfaces that require flush tab removal or controlled edge finish.
Most depaneling defects come from excessive force, poor support, worn tools, incorrect geometry, or missing process control. Inspection should look beyond cosmetic edge quality.
Move sensitive parts, control strain, review fixture and method
Copper or via damage
Features too close to the outline or cut path error
Open circuits, reduced insulation, reliability loss
Apply edge keep-outs and verify the programmed path
Dust or residue
Routing debris, poor extraction, laser byproducts
Contamination and inspection difficulty
Validate extraction, cleaning, and post-process inspection
Pad cratering and component cracking can be latent. A board may pass a quick visual check but fail later after thermal or mechanical loading. Sensitive products may require strain assessment, cross-section review, electrical testing, or other validation defined by the product’s reliability plan.
How Do You Inspect Depaneled PCBs?
Inspection should verify the board outline and detect damage caused by separation. The exact sampling plan and acceptance criteria depend on product risk and customer requirements.
Visual or magnified edge inspection for cracks, fibers, burrs, discoloration, and tab remnants.
Dimensional inspection of critical outline features, slots, notches, and connector edges.
Inspection of nearby components, solder joints, vias, traces, and conformal coating.
Cleanliness check after routing or laser processing.
Electrical, functional, or mechanical verification when the depaneling risk justifies it.
First-article approval and periodic checks for tool wear or process drift.
Special Cases: Aluminum, Flex, and Sensitive Assemblies
Special substrates and assemblies need separate process review because their cutting behavior differs from ordinary rigid FR-4. Aluminum boards combine metal and dielectric layers, flex circuits can deform during mechanical separation, and rigid-flex transitions can be vulnerable to poor support.
Metal-core products may require a saw, router, punch, or other qualified process depending on outline and thickness. Refer to the BestPCBs explanation of aluminum PCB depaneling for that specific material family. Flex and rigid-flex products often favor processes that minimize bending and control heat, but the final choice must be validated with the actual stackup and design.
What Files Should You Provide for Depaneling Review?
A useful RFQ package gives the manufacturer enough information to review both the panel and the separated board. Include:
Gerber X2 or ODB++ data with a clear board outline.
Assembly drawings and component-height information.
Critical edge dimensions, connector locations, and cosmetic requirements.
Material, finished thickness, copper construction, surface finish, and quantity.
Preferred depaneling method, if already qualified.
Known sensitive components or maximum handling/strain requirements.
Inspection, cleanliness, traceability, and packaging expectations.
For a new PCB depaneling process, ask the supplier to review panel connection and component placement before the assembly layout is frozen.
PCB Depaneling FAQ
What is the purpose of PCB depaneling?
It separates individual boards from a production panel while preserving board dimensions, edge quality, components, solder joints, and electrical reliability.
Which PCB depaneling method is best?
The best method depends on board shape, substrate, component proximity, production volume, edge requirement, and allowable stress. V-score is efficient for straight lines, routing supports complex outlines, and laser cutting is useful when mechanical contact must be minimized.
Can PCBs be depaneled by hand?
Some prototypes with suitable V-scores or breakaway tabs can be separated manually. However, hand breaking applies variable bending force and may damage nearby components or laminate, so controlled equipment is safer for sensitive or repeat production.
What is the difference between V-score and mouse bites?
V-score uses continuous grooves along straight separation lines. Mouse bites use perforated breakaway tabs between routed slots, allowing more flexible board shapes but leaving tab remnants after separation.
Does router depaneling damage components?
A qualified router process can limit assembly stress, but poor fixturing, worn tools, vibration, dust, or an incorrect cut sequence can still cause damage. Sensitive components and edge clearances must be reviewed during DFM.
Is laser depaneling suitable for every PCB?
No. Laser cutting offers precise, low-contact processing, but the wavelength, energy, material response, residue, heat effects, and cycle economics must be qualified for the actual substrate and product.
Why do ceramic capacitors crack during depaneling?
Multilayer ceramic capacitors can crack when board bending transfers tensile strain into the component body or solder joints. Placement, orientation, distance from the edge, fixture support, and separation method all influence the risk.
When should a punch tool be used?
Punching can suit stable high-volume designs with repeat geometry when dedicated tooling cost is justified. The tool and support must be qualified for alignment, burrs, dimensional control, and mechanical stress.
How do I reduce routing dust?
Use effective local extraction, suitable tooling, controlled process parameters, fixture design, and cleaning or inspection steps matched to the product. Dust control should be validated on populated assemblies.
Should depaneling happen before or after assembly?
It can happen at different stages. Many boards stay panelized through SMT assembly and testing for efficient handling, then are separated afterward. The later the separation, the more carefully the process must protect installed components and solder joints.
What determines PCB depaneling machine price?
Machine type, automation, panel capacity, vision, fixtures, extraction, tooling, software, traceability, service, and throughput all influence price. Compare total process cost and scrap risk, not purchase price alone.
What should be checked after depaneling?
Inspect the outline, edges, tab remnants, nearby copper, vias, components, solder joints, cleanliness, and critical dimensions. Add electrical or functional verification when product risk requires it.
Choose Depaneling Before the Panel Is Final
Reliable depaneling begins with the panel drawing, not the cutting machine. Select the connection method, component keep-outs, fixture strategy, separation sequence, and inspection plan together. A fast method that introduces board strain or edge damage is not a low-cost process once rework, scrap, and field risk are included.
If you are preparing PCB depaneling requirements for a new PCB or PCBA project, send the panel drawing, board files, assembly data, material, thickness, quantity, critical edge requirements, and sensitive-component information for DFM review. If you’re sourcing reliable PCB/PCBA manufacturing, including OEM, ODM, prototyping, mass production, or custom engineering solutions, reach out to our engineering team for technical support and a quote at sales@bestpcbs.com.
This website uses cookies to enhance your experience, remember your preferences, and help us understand how visitors use our site. You can accept all cookies, reject non-essential cookies, or manage your settings.
This website uses cookies to improve your experience while you navigate through the website. Out of these cookies, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may have an effect on your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.